
Gallery




About Project
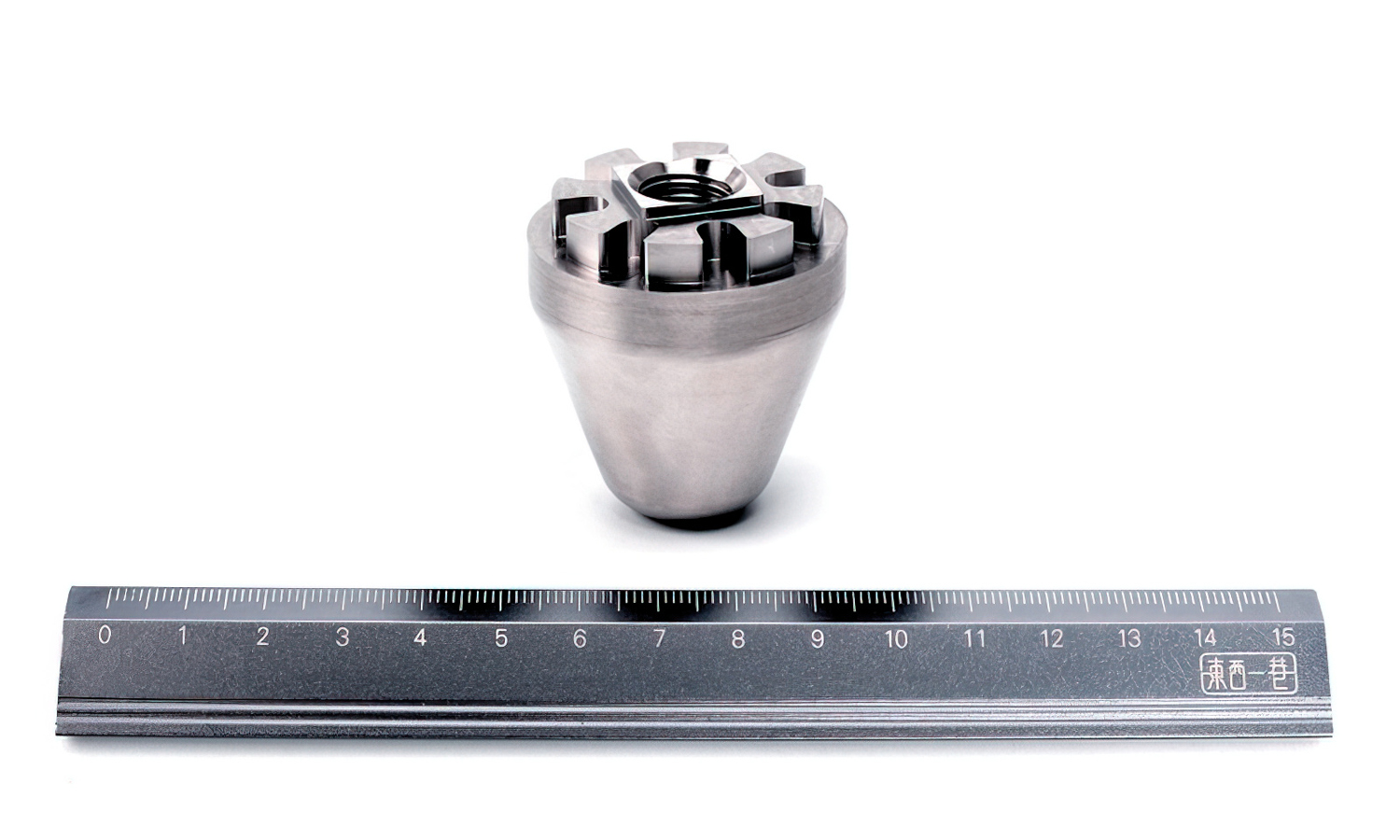
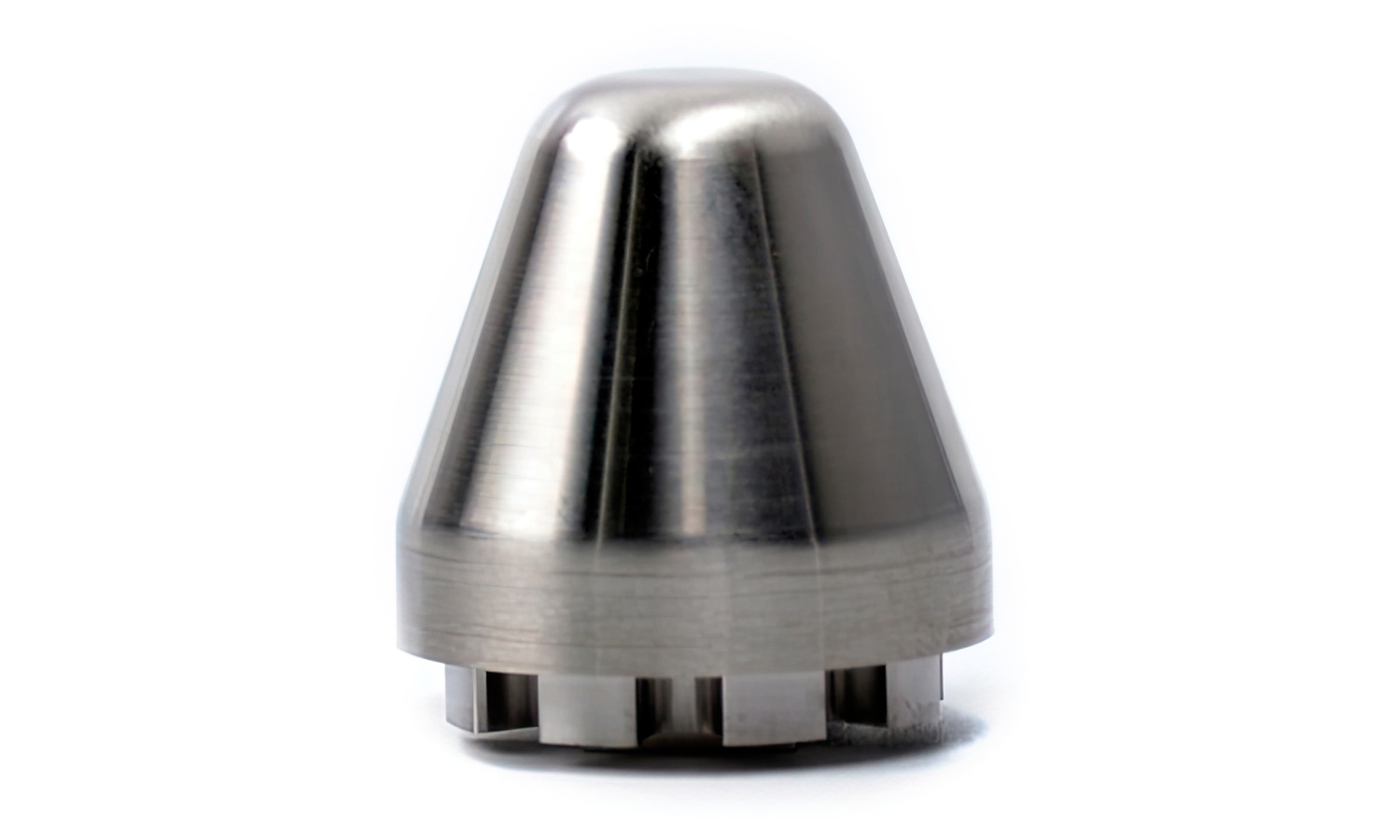
FacFox is a leading online platform for custom manufacturing services, including CNC machining, 3D printing, injection molding and more. One of our recent projects involved CNC milling a high-speed steel (HSS) indexable facing mill with H-grade carbide inserts for a client in the metalworking industry.
The client needed a high-performance tool for facing operations on various materials, such as steel, cast iron and aluminum. They provided us with the CAD model and specifications of the facing mill. They also requested a fast turnaround time and a competitive price.
We used our advanced CNC milling machines and skilled operators to produce the facing mill according to the clientŌĆÖs requirements. We selected HSS as the base material for its high hardness and wear resistance, and H-grade carbide inserts for their excellent cutting performance and durability.
The client was very satisfied with the quality and accuracy of the facing mill, and praised our efficiency and professionalism. They reported that the facing mill performed well in their facing operations, and achieved smooth and precise results.
This project demonstrates our expertise and capability in CNC milling complex and customized tools for various industries. We are proud to offer high-quality CNC machining services at affordable prices and fast delivery times. If you have any CNC machining needs, please contact us today and get an instant quote online.
Solution
- Step 1: The CAD design was checked and converted into a CNC-friendly format with the software SolidWorks.
- Step 2: A most appropriate type of CNC machine was selected based on the difficulty of the product design and the cost of the material.
- Step 3: Certain parameters were set and the G-codes were entered on the machine. The material was secured on the machine as well.
- Step 4: The cutting speed was adjusted according to the high-speed steel (HSS) milling cutterŌĆÖs heat resistance and wear resistance, which were relatively low. Excessive wear or fracture was avoided by choosing suitable cutting parameters.
- Step 5: The size and shape of the HSS milling cutter were checked and corrected frequently, as they had relatively poor dimensional stability. The milling cutter was sharpened or replaced in time.
- Step 6: The cutting method was chosen according to the HSS milling cutterŌĆÖs strength and toughness, which were relatively low. Impact and vibration were avoided by selecting suitable cutting modes. The cutting force and cutting temperature were reduced.
- Step 7: The material was shaped automatically. It would be inspected during and after the machining process for quality assurance.






{kind=link}