
Gallery

About Project
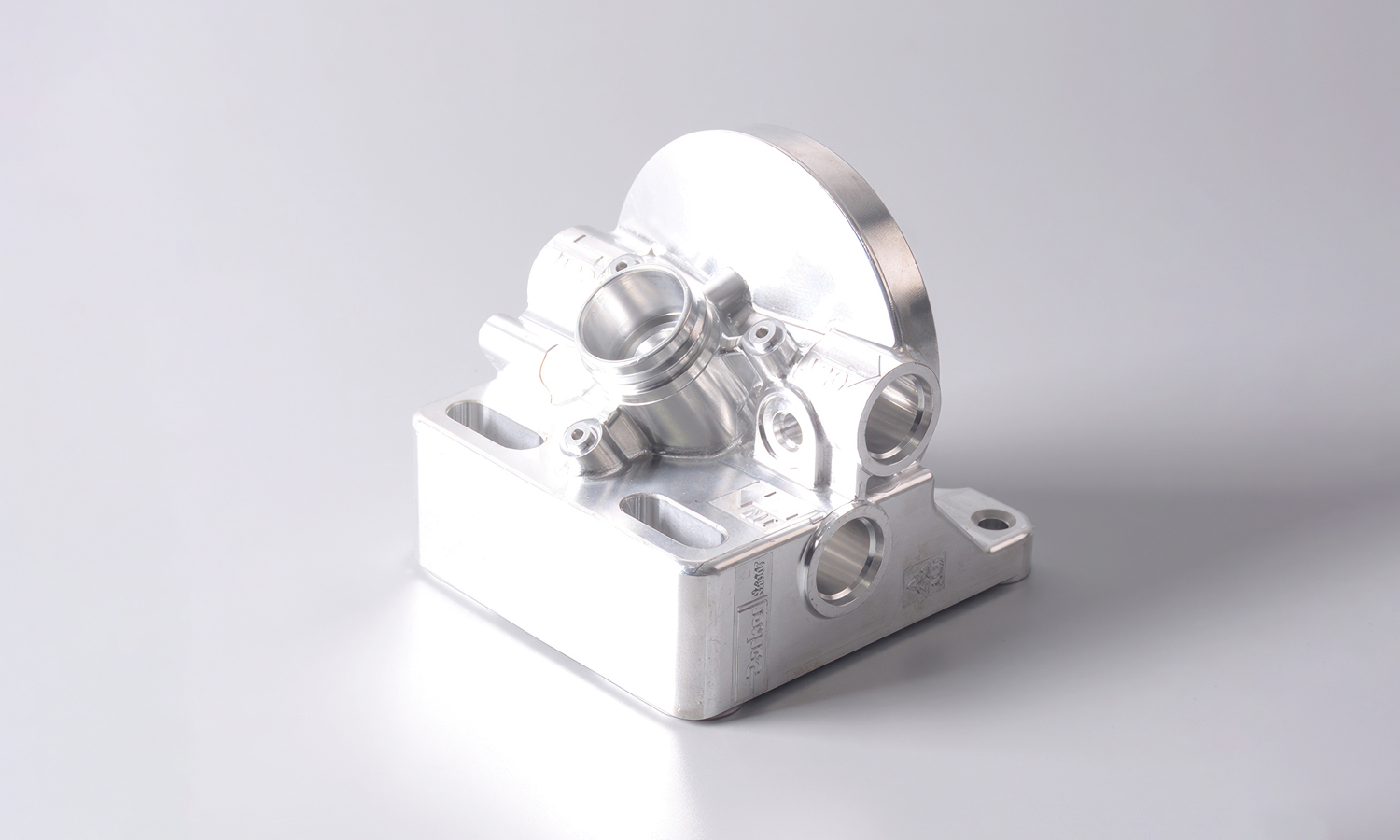
What youŌĆÖre looking at is a masterclass in functional engineering: a Custom Remote Oil Filter Housing, CNC-machined from a solid block of high-grade billet aluminum.
In high-performance automotive builds, space is a luxury. When a massive engine swap leaves no room for a standard oil filter, a component like this is the solution. It allows builders to relocate the filter to a safer, more accessible location while integrating external oil cooling lines.
Why Billet Over Cast?
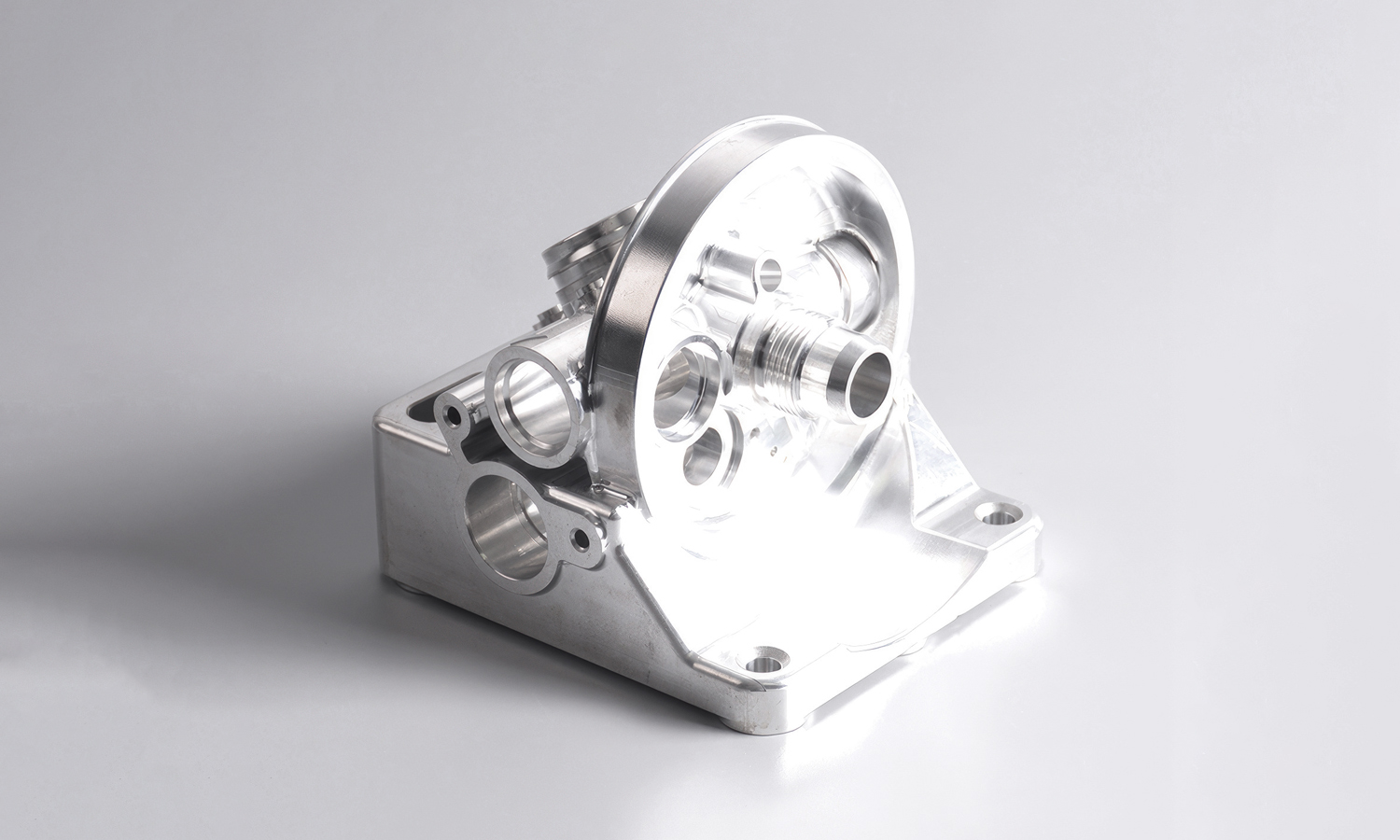
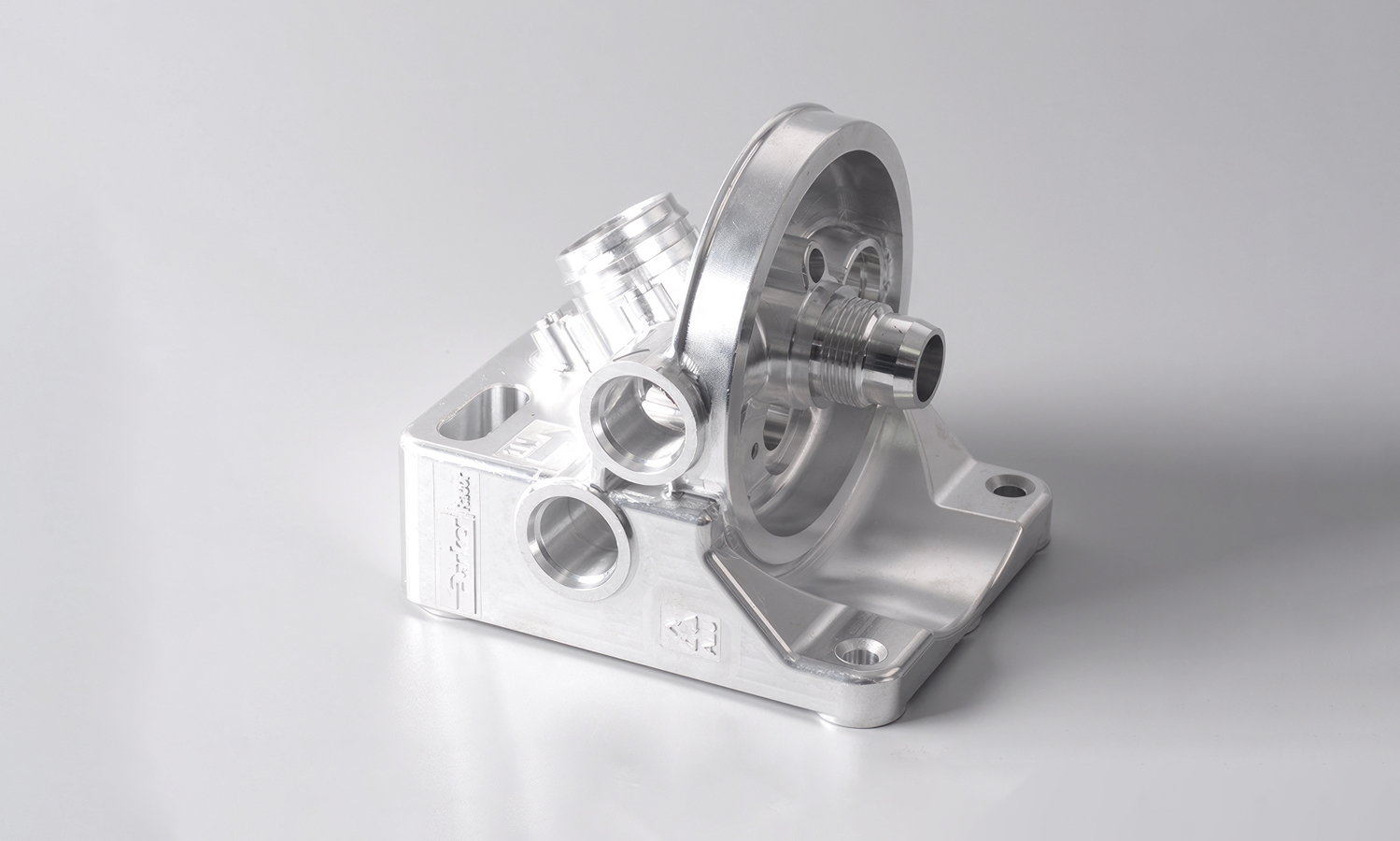
While factory parts are often sand-castŌĆöleaving them porous and aesthetically roughŌĆöthis prototype is precision-milled. The visible tool paths aren’t just for show; they represent the tight tolerances required for high-pressure hydraulic systems. Key features include:
- Integrated Ports: Clearly marked “IN” and “OUT” channels for error-proof plumbing.
- O-Ring Sealing: A perfectly recessed groove to ensure a leak-free mating surface for the filter.
- Superior Heat Dissipation: CNC aluminum acts as a natural heat sink, helping keep oil temperatures stable under racing conditions.
Whether itŌĆÖs a one-off prototype for a racing team or a specialized component for a custom build, this part exemplifies how CNC machining bridges the gap between a complex CAD design and a high-strength physical reality.
Bring Your Automotive Vision to Life with FacFox Do you have a complex engine component or a custom prototype that demands this level of precision? FacFoxŌĆÖs CNC machining services specialize in turning your 3D designs into high-performance billet parts. With advanced multi-axis milling and a wide array of aluminum finishes, we provide the accuracy and durability your project deserves.
Ready to start your build? Upload your CAD files to FacFox today for an instant quote!
Solution
- Step 1: A digital 3D model was designed using CAD software, and the tool paths for the CNC machine were generated via CAM programming to determine the precise movements of the cutting bits.
- Step 2: A solid block of 6061-T6 aluminum alloy was selected and securely clamped into a multi-axis CNC milling machine to serve as the raw material.
- Step 3: The external geometry and the large circular mounting face were roughed out using high-speed carbide end mills to remove the bulk of the excess material.
- Step 4: The internal oil galleries, “IN/OUT” ports, and the central threaded stud hole were bored and machined to exact tolerances to ensure proper fluid flow.
- Step 5: High-precision finishing passes were performed across all surfaces, leaving the characteristic micro-tool marks visible on the final part.
- Step 6: The “IN,” “OUT,” and recycling logos were engraved into the surface using a small-diameter ball-nose end mill.
- Step 7: The central mounting stud was threaded using a tapping tool, and the O-ring grooves were machined to ensure a vacuum-tight seal.
- Step 8: The finished part was deburred to remove sharp edges and underwent a final quality inspection to verify that all dimensions matched the original engineering specifications.
Billet Aluminum Oil Filter Housing






{kind=link}