Material Resin
Quantity 3 pcs
Price Range $1-100
Lead Time 2 workdays
Gallery


About Project
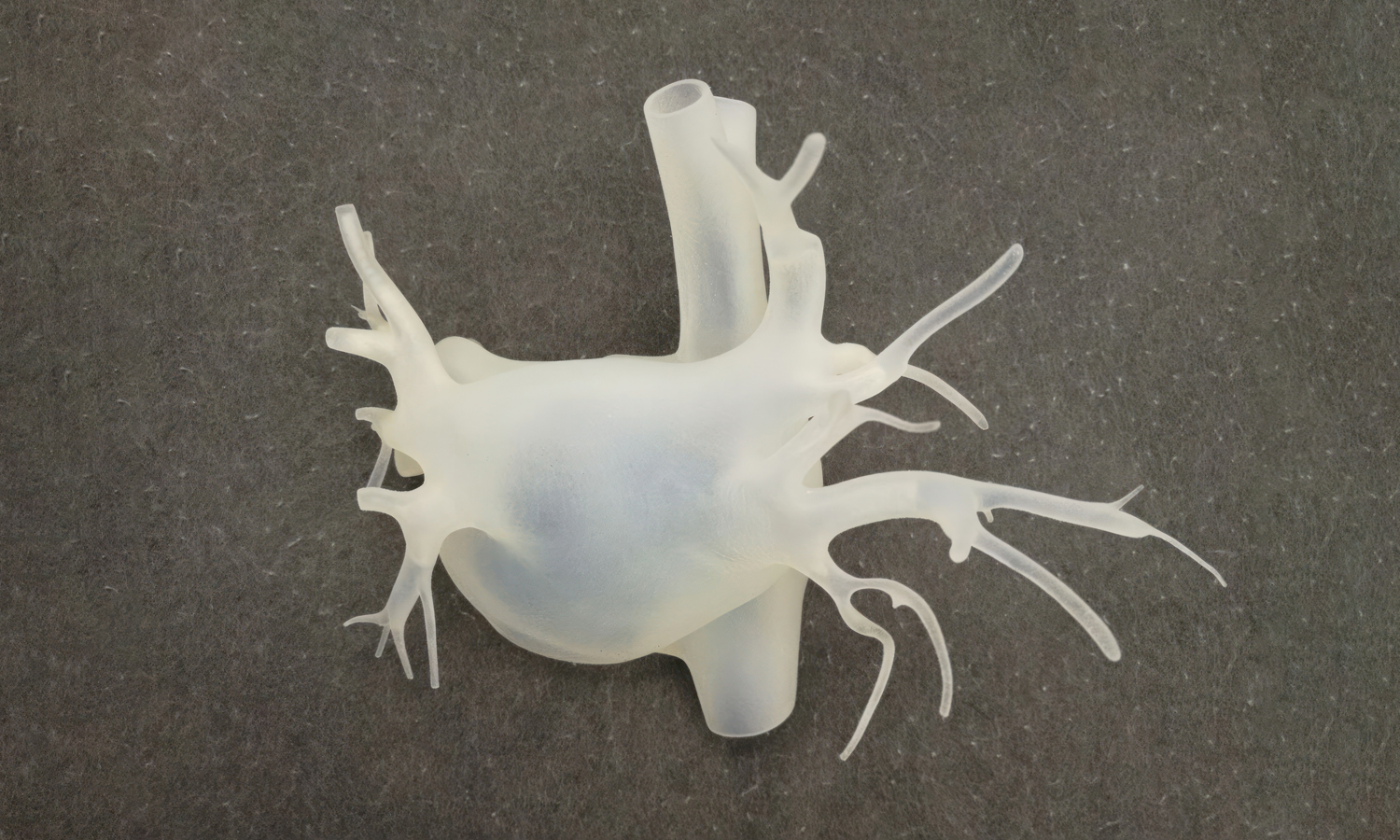
In the world of advanced prototyping, flexibility and precision often need to go hand in hand. The models shown here-each 3D printed with PolyJet Rubber material-demonstrate the power of high-resolution additive manufacturing to serve both medical and industrial needs.
The first model is a highly detailed anatomical heart replica, complete with arterial branches and chamber structures. Made from a translucent rubber-like resin material, it realistically mimics soft tissue, making it ideal for surgical planning, medical education, and device validation.
Next, we have a set of rigid-looking yet rubbery mold halves. These are likely functional parts used in forming or testing soft components, benefitting from PolyJet’s ability to combine precision geometry with flexible material behavior.
Lastly, the curved transparent connectors illustrate the creation of medical-grade tubing components. Their clarity and elasticity are perfect for simulating airflow paths or fluid dynamics in medical and laboratory devices.
All of these prototypes were printed using PolyJet 3D printing technology, which enables ultra-fine layer resolution, multi-material integration, and soft-touch surfaces in one seamless build.
At FacFox, we specialize in on-demand PolyJet 3D printing services. Whether you need lifelike medical models, complex functional prototypes, or flexible industrial components, we offer tailored support with a fast turnaround and engineering expertise. Partner with FacFox to bring your designs to life-with the look, feel, and performance you expect.
Solution
- Step 1: The 3D models were prepared using CAD software and exported in a high-resolution format suitable for PolyJet printing.
- Step 2: The models were imported into the PolyJet printer’s slicing software, where support structures and material distribution between Agilus and Vero were configured.
- Step 3: The parts were printed layer by layer using a Stratasys PolyJet 3D printer. Droplets of Agilus30 and Vero resins were selectively jetted and immediately cured with UV light.
- Step 4: Upon completion of printing, the build tray was removed and the printed models were carefully detached.
- Step 5: Support material was dissolved using a water jet system, ensuring delicate features and internal cavities remained intact.
- Step 6: The printed parts were rinsed, inspected, and post-cured as needed to enhance mechanical properties.
- Step 7: Final parts were tested for flexibility, surface quality, and dimensional accuracy before being photographed and delivered.






{kind=link}