Gallery
About Project
These functional components were 3D printed using Nylon Glass Fiber (PA+GF) powder through SLS technology, showcasing the material’s exceptional rigidity and precision. The set includes various mechanical housings, bracket-like structures, and protective shells, each designed for demanding industrial environments where durability and dimensional stability are critical.
Nylon GF combines the toughness of PA12 with the stiffness and heat resistance of glass fiber reinforcement. The result is a material capable of withstanding mechanical stress, moderate heat, and chemical exposure-ideal for engineering prototypes and small-batch production. Even large and geometrically complex parts maintain excellent flatness and dimensional accuracy without warping or deformation.
The printed parts exhibit a uniform matte texture with a subtle grain typical of SLS nylon, providing a professional finish suitable for direct assembly or further post-processing. Structural details such as ribs, slots, and threaded interfaces were accurately reproduced, demonstrating the high precision of FacFox’s industrial SLS equipment.
Why Choose FacFox for Nylon 3D Printing
At FacFox, we specialize in producing robust and high-performance components using SLS nylon and composite materials such as PA12, PA12+GF, and PA12+CF. Our nylon 3D printing service ensures outstanding strength, stability, and detail fidelity, making it the preferred choice for automotive, robotics, electronic housings, and functional prototypes. Whether you need one-off parts for testing or a small production run, FacFox delivers industry-grade quality and rapid turnaround.
Solution
- Step 1: 3D Model Preparation. The client’s CAD models were reviewed and optimized for the Selective Laser Sintering (SLS) process. Thin walls, overhangs, and internal lattice structures were checked to ensure printability and mechanical stability.
- Step 2: Material Selection and Machine Setup. Nylon 12 reinforced with glass fiber (PA12+GF) powder was selected for its excellent stiffness and heat resistance. The powder was loaded into the industrial SLS printer, and build parameters such as laser power, layer thickness, and temperature were calibrated to match the composite’s material profile.
- Step 3: Printing Process. The parts were printed layer by layer as a high-precision laser beam selectively sintered the nylon glass fiber powder. The remaining unsintered powder supported the structure, allowing for complex geometries without the need for additional supports.
- Step 4: Cooling and Powder Removal. After printing, the entire build chamber was gradually cooled to prevent internal stress and warping. The printed parts were then carefully extracted from the powder bed, and excess powder was removed using compressed air and bead blasting.
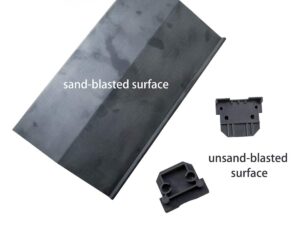
- Step 5: Surface Finishing. Each part was gently sandblasted to achieve a consistent matte and slightly textured surface finish. This step improved the appearance while preserving dimensional accuracy.
- Step 6: Dimensional Inspection and Assembly Fitting. Finally, all parts underwent quality inspection and test fitting to verify assembly compatibility and tolerance precision. The nylon GF components demonstrated excellent rigidity and a tight dimensional match, confirming their suitability for functional applications.





{kind=link}