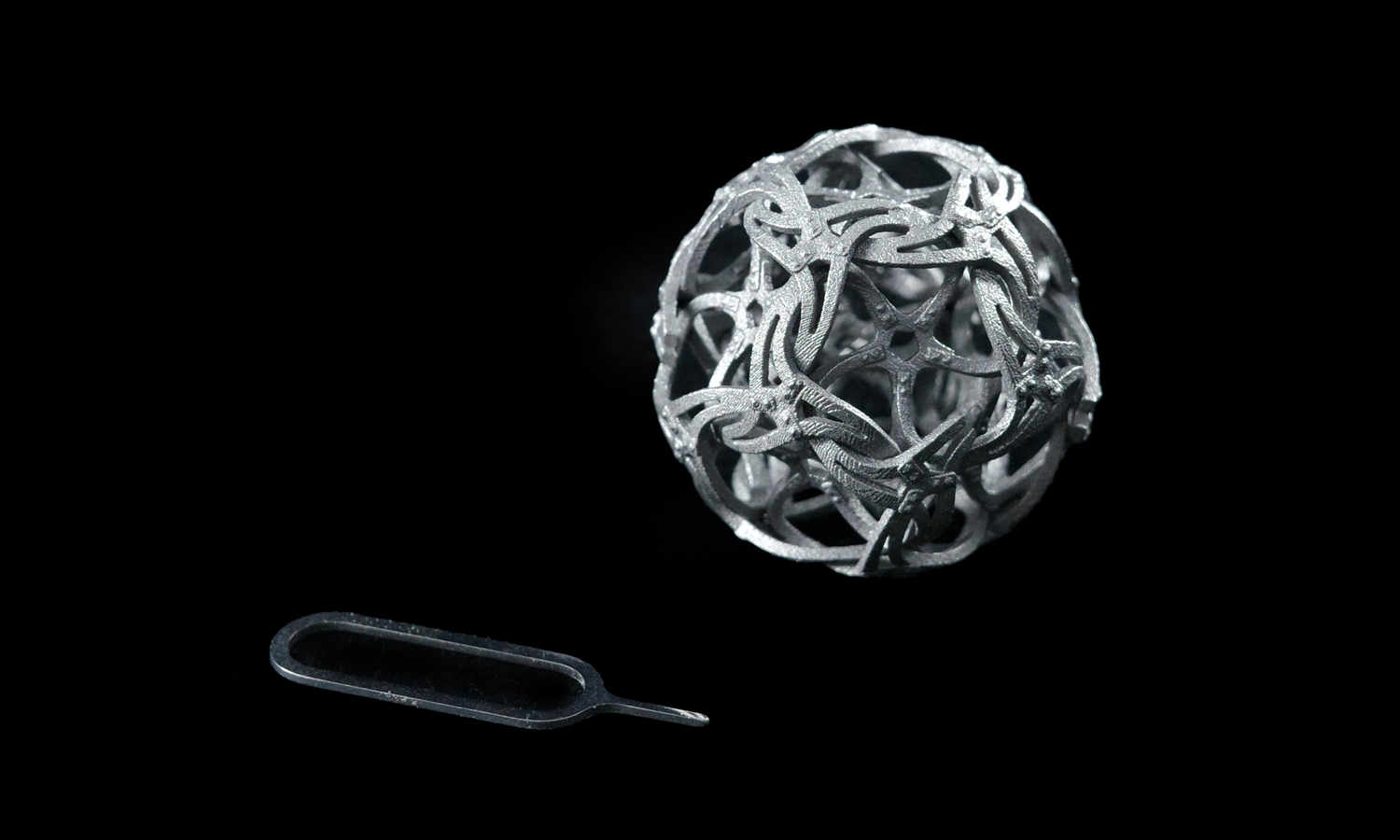
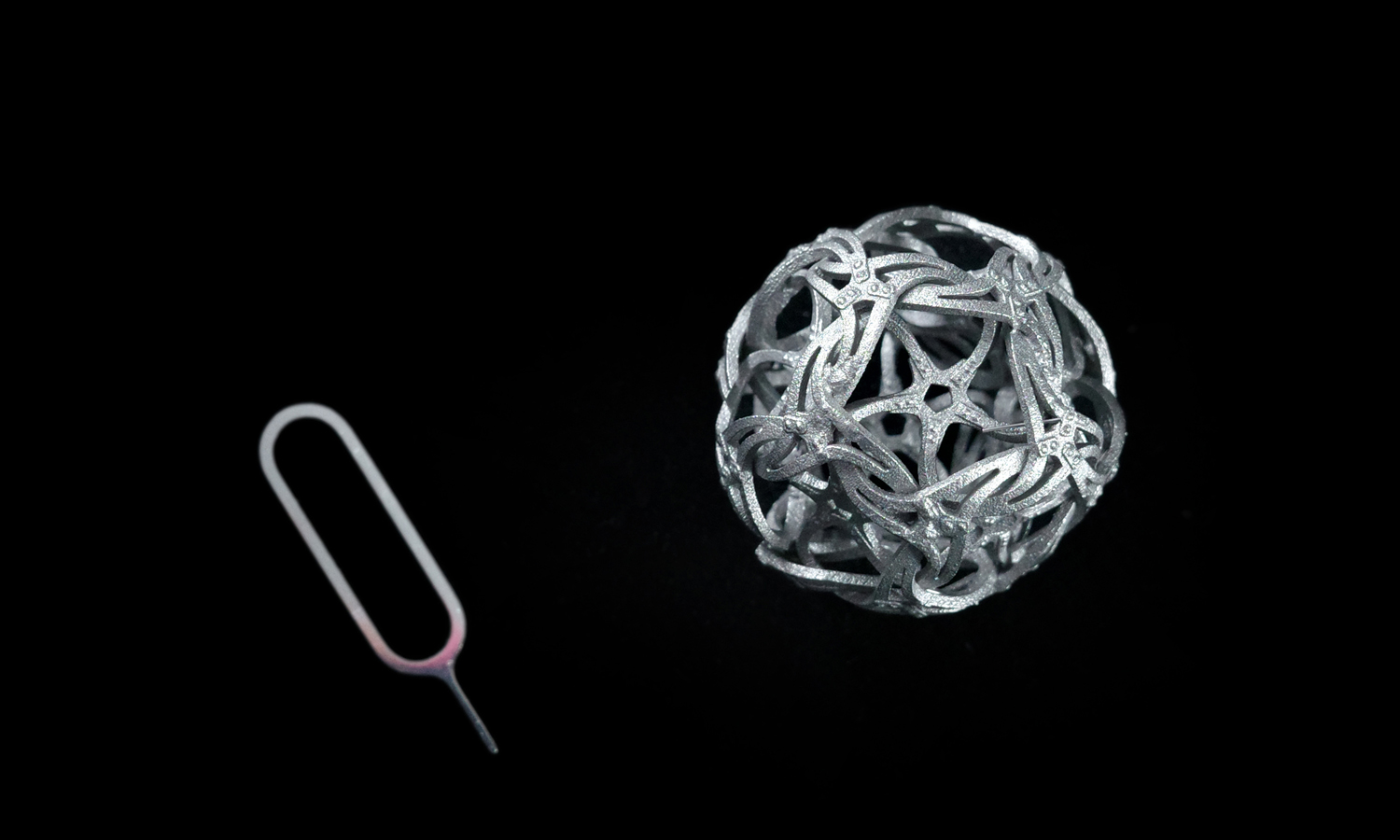
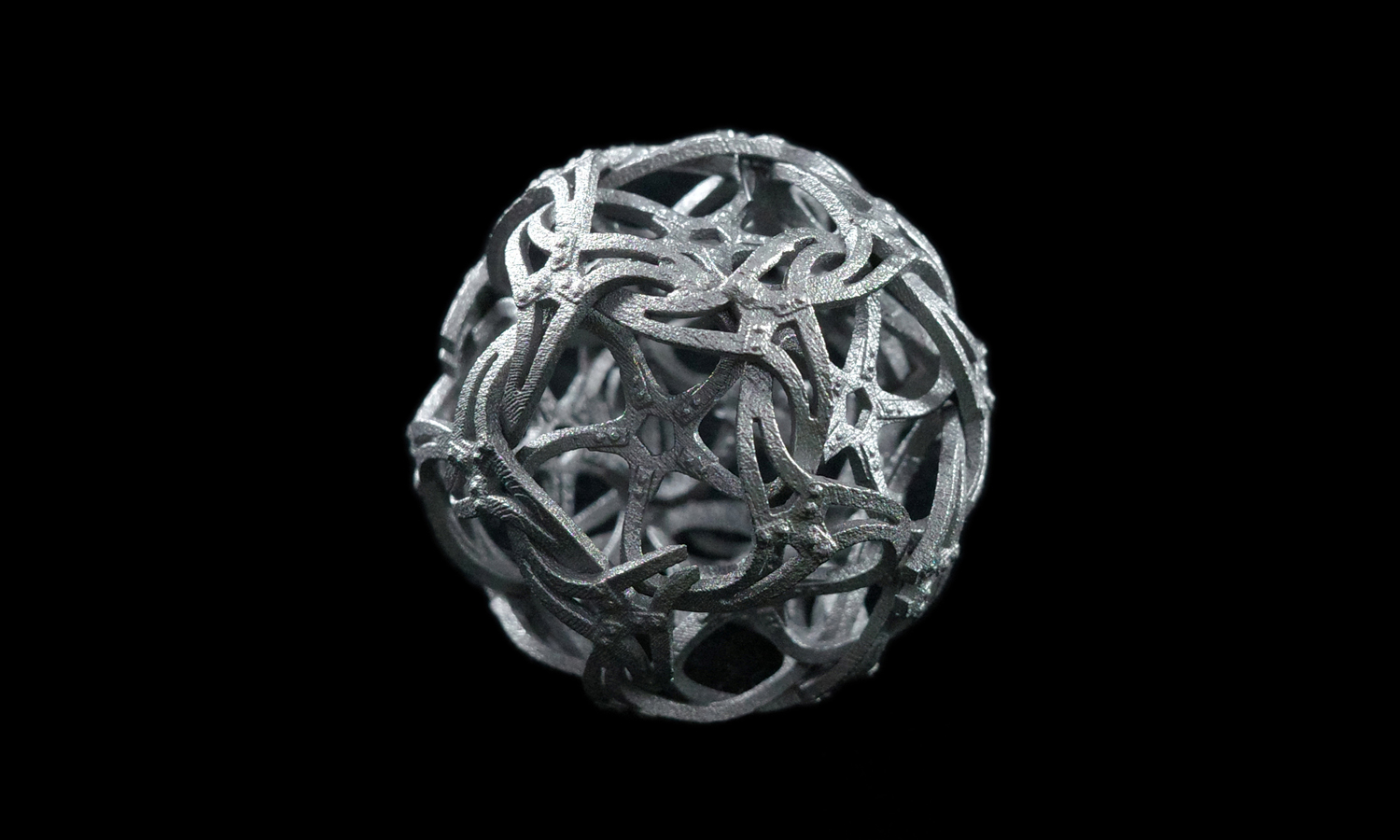
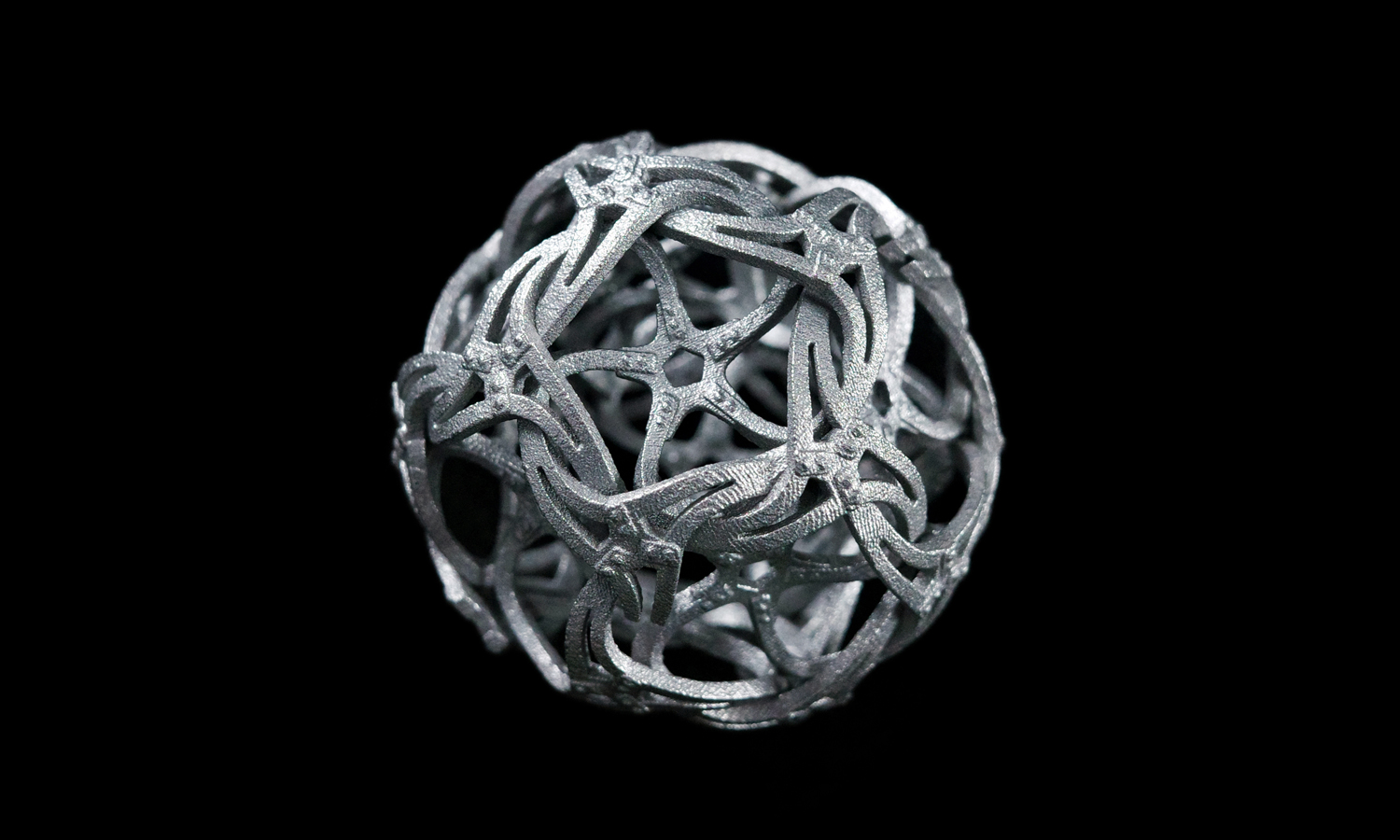
Binder Jetting 3D Printed Stainless Steel 316L Delicate Hollow Ball
Posted on 2023-02-07 in Jewelry ┬Ę ńÅĀÕ«Ø
Gallery

About Project
Metal binder jetting offers a number of unique benefits, facilitating its adoption for production applications.
First, binder jetting doesnŌĆÖt melt the metal powder during the printing process, eliminating issues related to the build-up of residual stresses.
Second, no support structures are required for the metal binder jetting process, since printed parts are surrounded by loose, unused powder. Both of these benefits help to keep post-processing to a minimum.
Furthermore, binder jetting machines are less expensive than 3D printers based on SLM or DED processes. One reason for this is that they donŌĆÖt use costly lasers or electron beams.
Solution
- Step 1: After confirming the requirements with the client, the hollowed ball model is suggested to be printed with binder jetting technology and stainless steel powder.
- Step 2: In metal binder jetting, a liquid binder is selectively applied to join powder particles, layer by layer. The process begins by spreading a thin layer of powder, with printheads strategically depositing droplets of binder into the powder bed. The printing plate then lowers and another layer of powder is spread.
- Step 3: After printing, the part was encapsulated in the powder and was left to cure and gain strength. Then the part was removed from the powder bin and the unbound, excess powder was cleaned via pressurized air.
- Step 4: The metal part was still highly porous after curing so a sintering process was required. It was placed in a furnace with a controlled atmosphere, got heat treated at roughly 100┬░C for 24ŌĆō36 hours and let the binding agent burnt away.






{kind=link}