Gallery

About Project
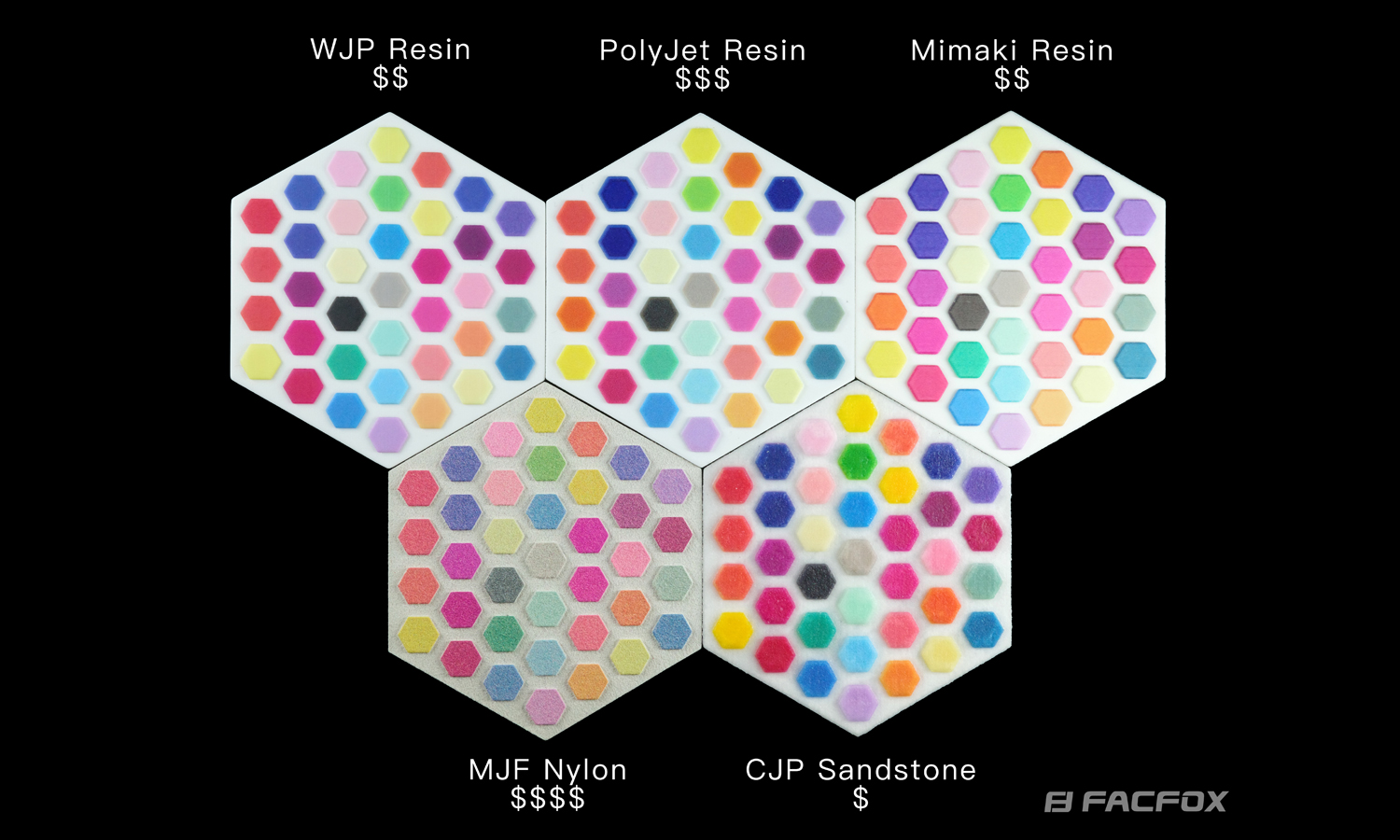
Have you ever wondered about the possibilities of full-color 3D printing with nylon? We’ve been examining some MJF (Multi Jet Fusion) 3D printed nylon full-color swatches, and we’re excited to share our observations.
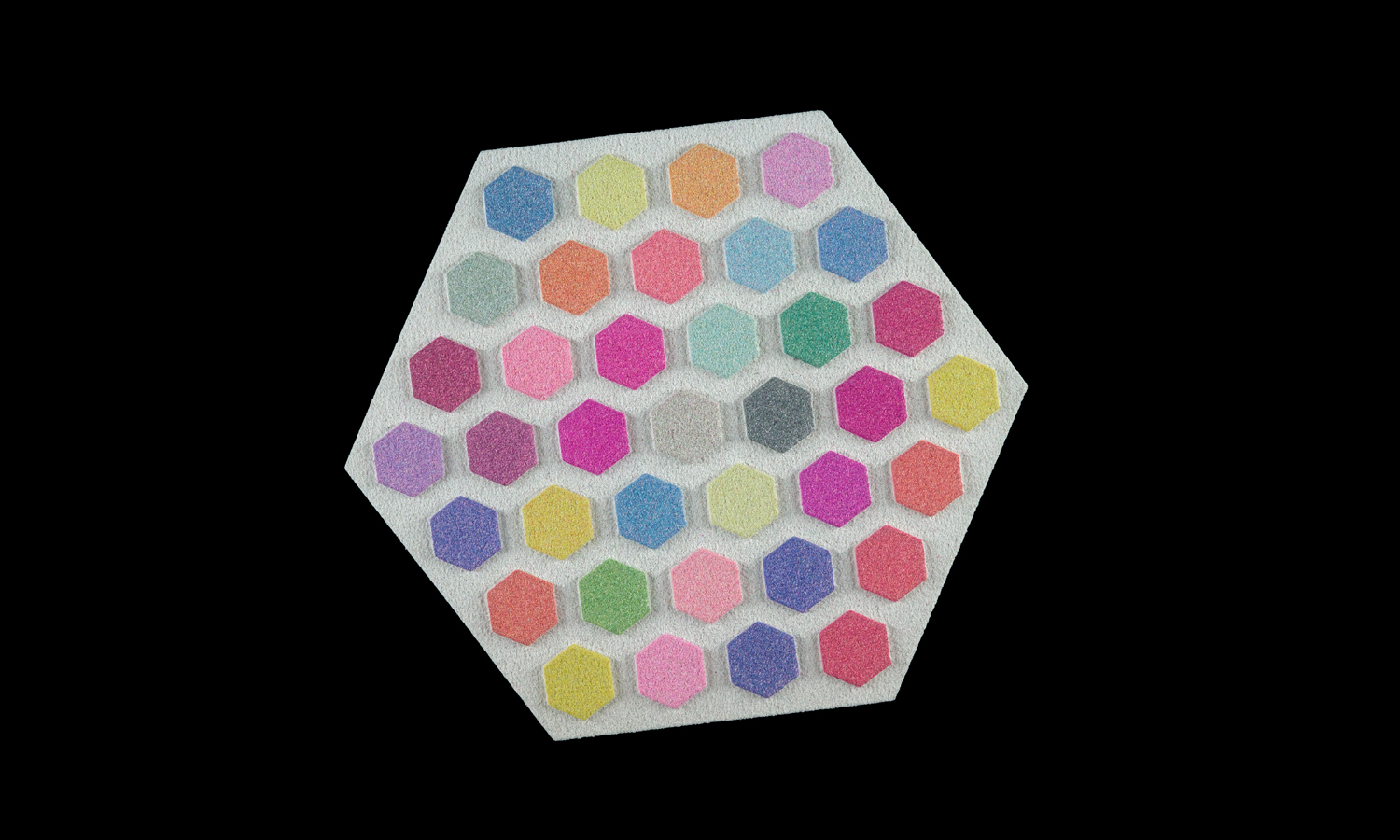
These swatches, printed from nylon powder, showcase the unique capabilities of MJF technology, including the advantage of requiring no support structures during the printing process.
Upon closer inspection, the surface of these swatches is distinctly matte with a noticeable granular texture, reminiscent of the subtle tactile quality found in pastel drawings. This gives the prints a unique aesthetic appeal.
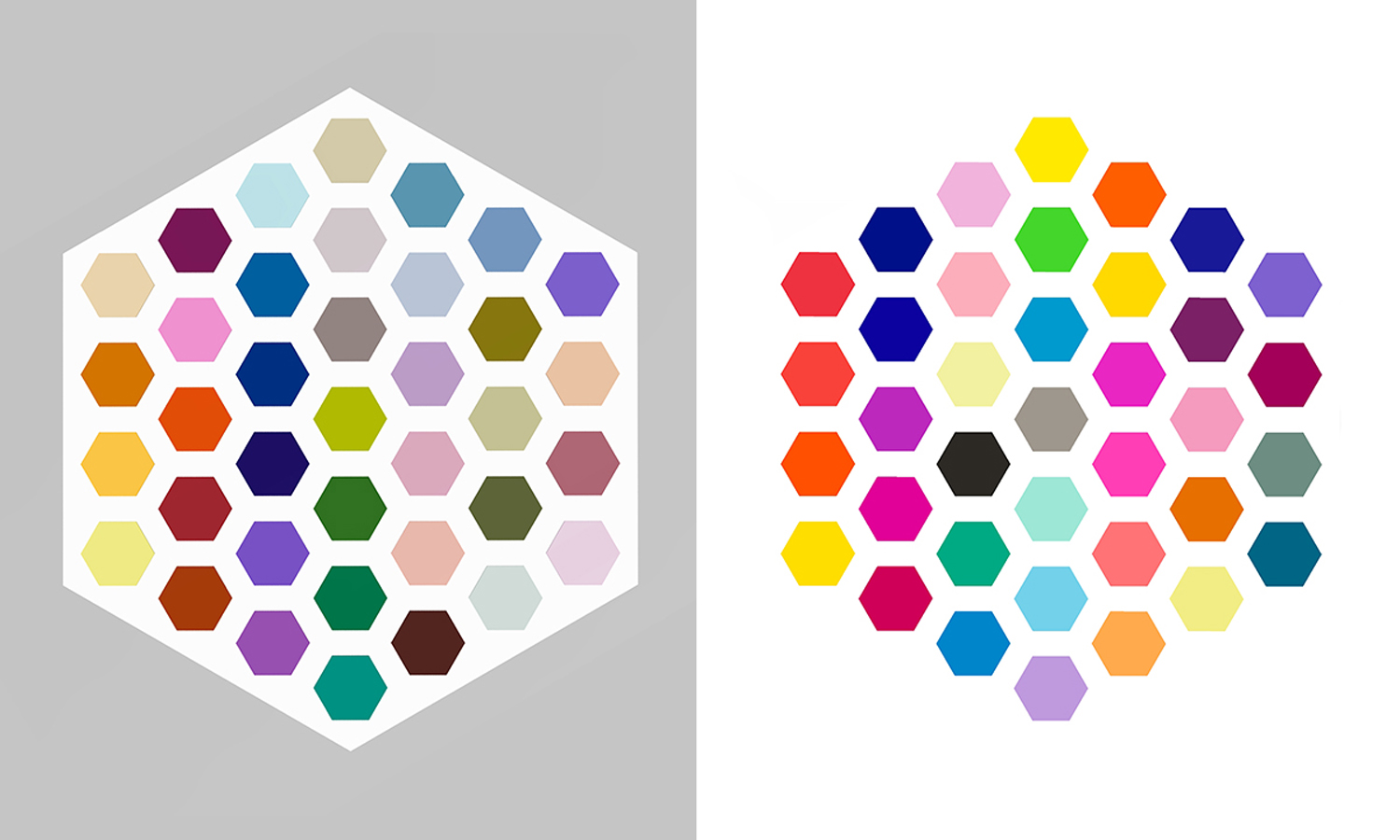
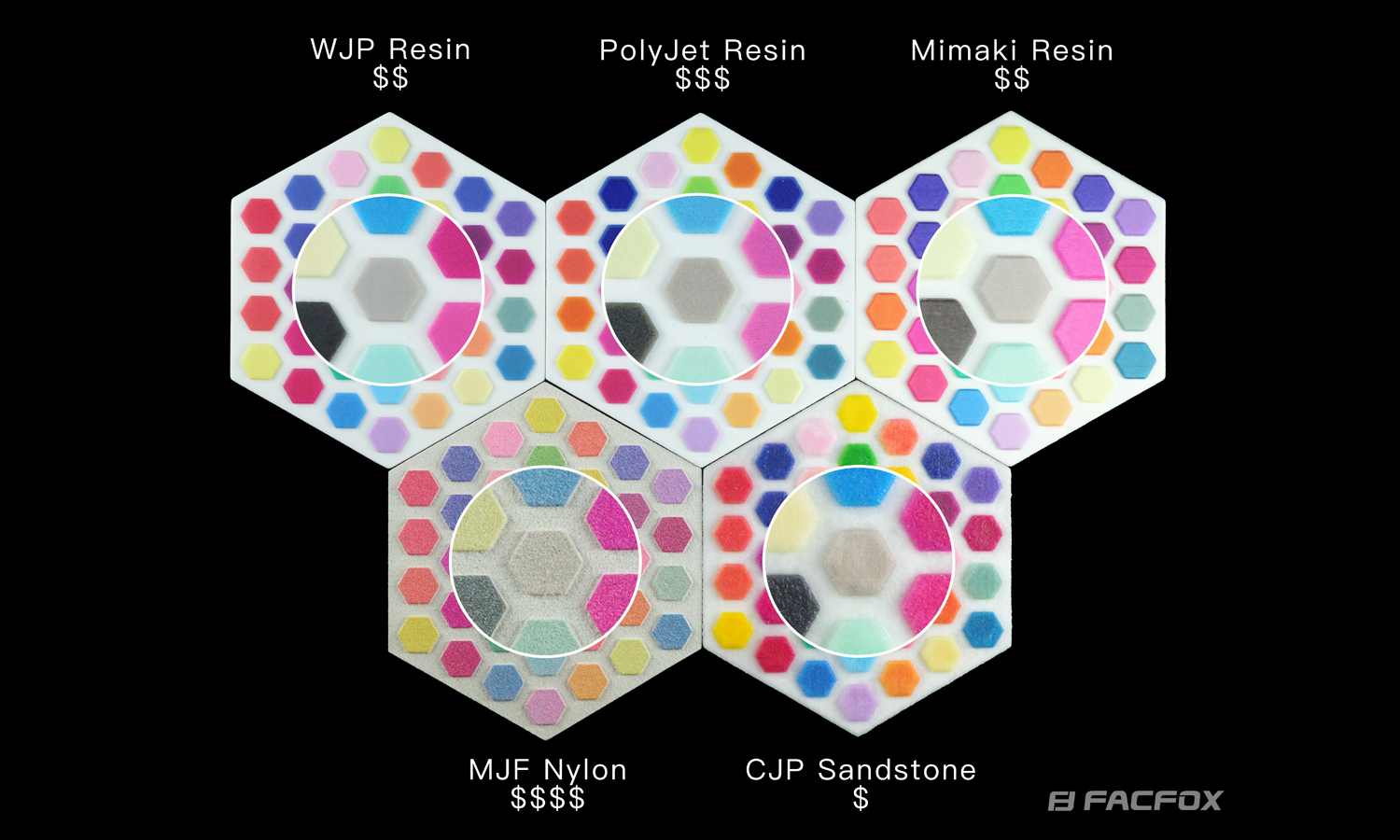
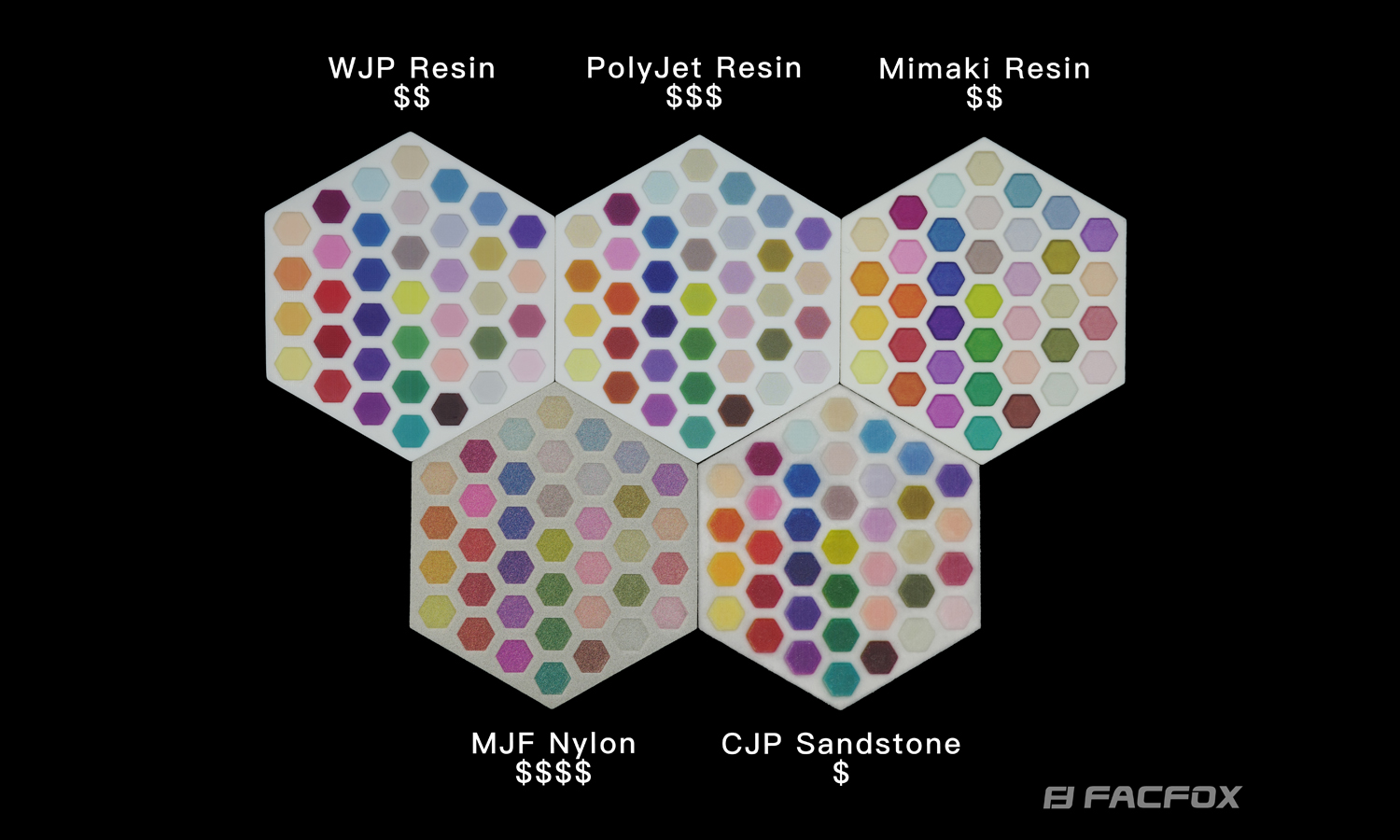
In terms of color, the overall palette is soft and somewhat subdued, with a slightly muted or desaturated appearance. While the colors are generally discernible, their vibrancy is lower compared to some other full-color printing methods. We’ve found the color distinguishability to be comparable to technologies like PolyJet and CJP. It’s worth noting that some of the warmer tones in the swatches tend to lean towards a pinkish hue.
For those seeking robust, functional parts with the added dimension of full-color, MJF offers a compelling solution. The ability to embed color directly into the nylon material opens up a wide range of applications for prototyping, product development, and even artistic endeavors.
Ready to bring your colorful ideas to life? FacFox offers cutting-edge full-color 3D printing services, including MJF. Our advanced capabilities allow you to create stunning, durable parts with integrated color. From intricate prototypes to vibrant functional components, we’re here to help you unlock the full potential of full-color 3D printing. Visit our website today to learn more and get a quote!
Solution
- Step 1: Material preparation. Nylon powder, typically PA 12, was loaded into the MJF printer’s material bed.
- Step 2: Pre-heating. The powder bed was pre-heated to a precise temperature just below the melting point of the nylon material.
- Step 3: Laying the powder layer. A thin layer of nylon powder was uniformly spread across the build platform by a recoater.
- Step 4: Agent application. Over this powder layer, two types of agents were precisely jetted by an array of nozzles: a fusing agent was applied where the part was to be solidified, and a detailing agent was applied to create crisp edges and control heat around the part boundaries. For full-color printing, an additional binding agent containing color pigments was also selectively jetted onto the powder.
- Step 5: Fusing and coloring. An infrared (IR) energy source passed over the powder bed, causing the areas where the fusing agent and color binding agent were applied to selectively absorb the energy and fuse together. The color pigments were simultaneously bonded into the nylon.
- Step 6: Layer repetition. Steps 3 through 5 were repeated layer by layer until the entire part was built.
- Step 7: Cooling. Once the printing was complete, the build unit was removed from the printer and allowed to cool gradually. This controlled cooling process was crucial to minimize warping and ensure dimensional accuracy.
- Step 8: Post-processing and breakout. After cooling, the unfused powder surrounding the printed parts was carefully removed. This process often involved a de-powdering station where excess powder was vibrated or blasted away.
- Step 9: Cleaning and finishing. The final parts were then cleaned to remove any remaining loose powder. This often involved media blasting or tumbling to achieve the desired surface finish. No support structures needed to be removed as MJF does not require them.






{kind=link}