
Gallery


About Project
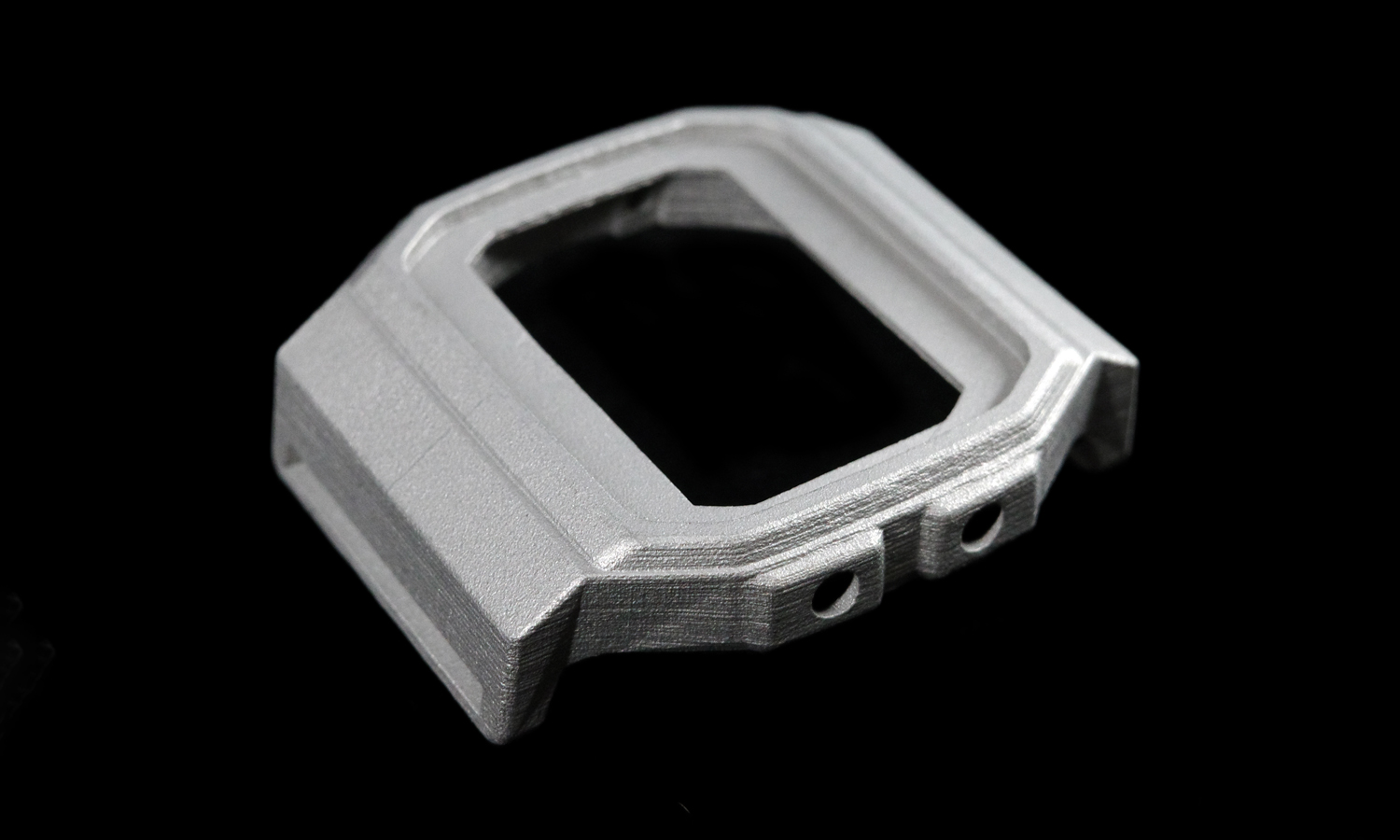
FacFox is excited to showcase our latest binderjet 3D printing achievement: a fully functional SS316L watch case prototype. This project demonstrates the exceptional capabilities of binderjet technology for producing intricate and high-quality metal parts.
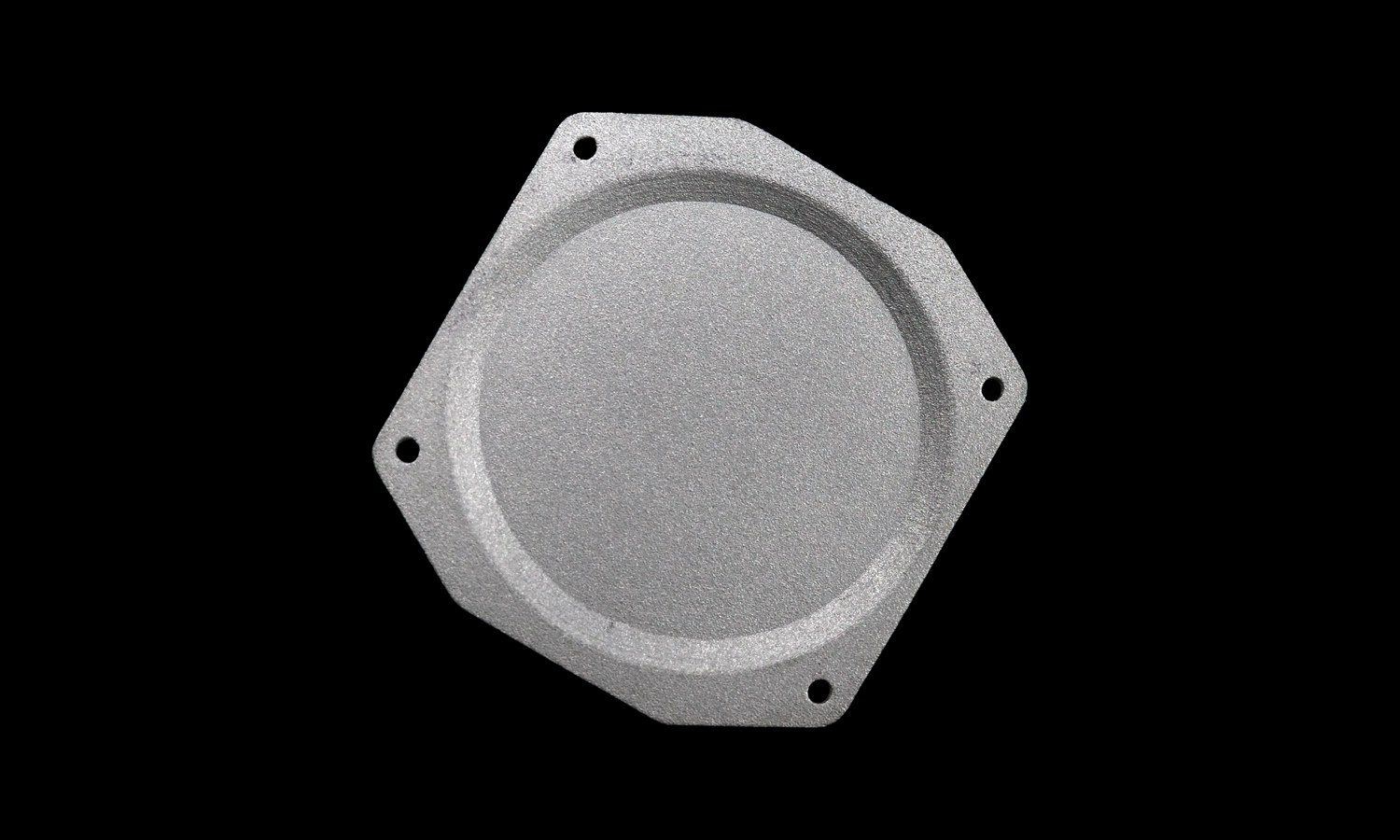
The watch case features a sleek and modern design, with a front case adorned with a grid-like pattern of 16 holes. The back plate is embossed with clear and detailed text, surpassing the quality of SLM 3D printed counterparts. Additionally, a metallic clamp or buckle with embossed letters completes the watch case assembly.
While the parts exhibit slight layer lines on the xy plane due to positioning, these can be easily removed through various techniques. This minor imperfection does not detract from the overall quality and functionality of the prototype.
The success of this project highlights the advantages of binderjet 3D printing for metal parts. Binderjet technology offers high accuracy, excellent surface finish, and the ability to produce complex geometries. If you’re seeking a reliable and innovative partner for your metal 3D printing needs, FacFox is your go-to solution. Contact us today to discuss your project and explore the possibilities of binderjet 3D printing.
Solution
- Step 1: Design Preparation.В The CAD model of the watch case prototype was created, including the back plate with embossed texts, the front case with a grid-like pattern and 16 square holes, and the metallic clamp or buckle with embossed letters.
- Step 2: Powder Preparation.В The SS316L stainless steel powder was prepared and loaded into the BinderJet 3D printer.
- Step 3: Printing Process.В The BinderJet 3D printer was used to selectively deposit a liquid binding agent onto the powder bed, layer by layer, according to the CAD design. The parts were built up layer by layer, with the binding agent holding the powder together.
- Step 4: Curing.В The printed parts were then cured to solidify the binding agent and provide initial strength to the green parts.
- Step 5: Depowdering.В The excess powder was removed from the printed parts, revealing the green parts of the watch case prototype.
- Step 6: Sintering.В The green parts were placed in a sintering furnace, where they were heated to a high temperature to fuse the metal particles together, resulting in fully dense metal parts.
- Step 7: Post-Processing.В The parts were subjected to post-processing techniques to improve their surface finish.






{kind=link}