Gallery




About Project
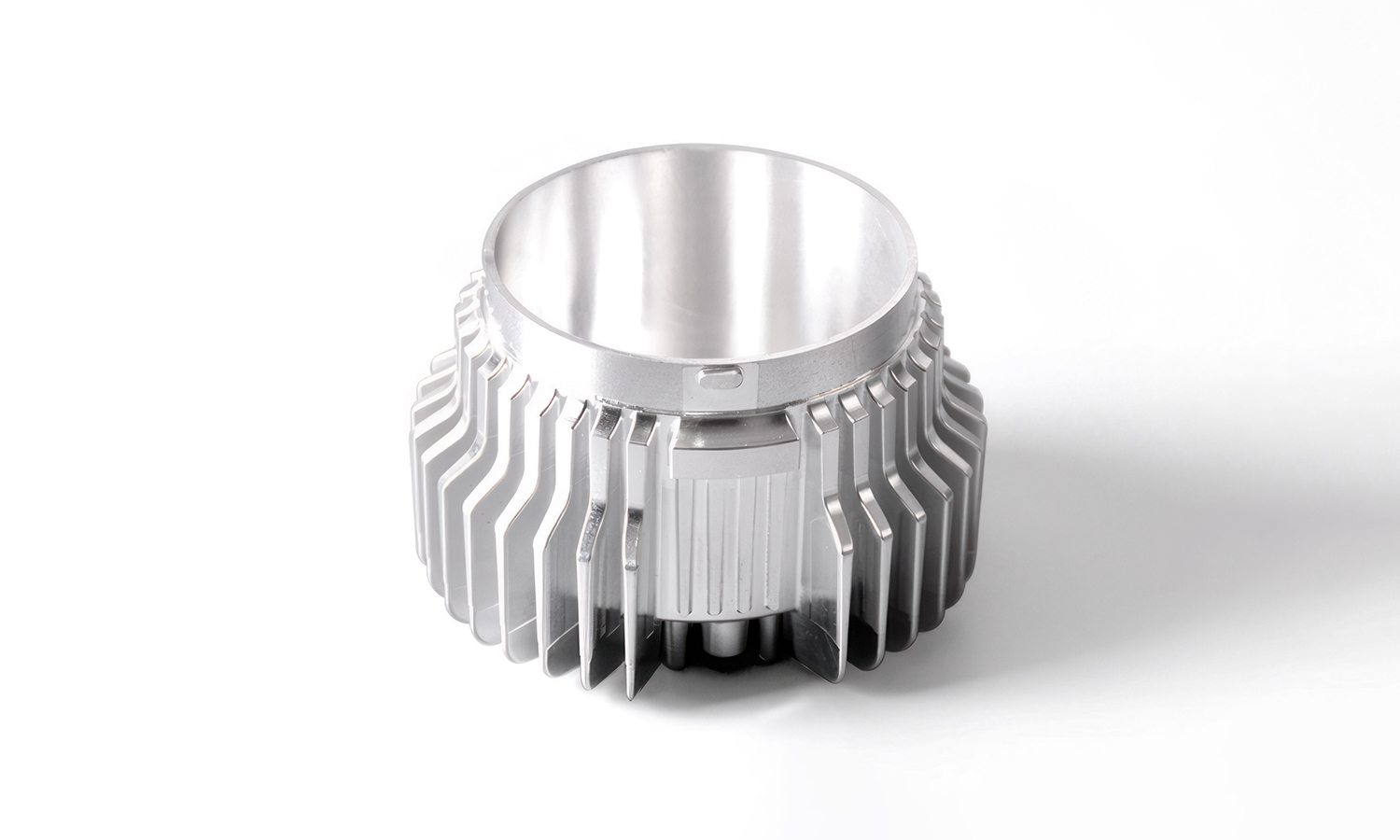
When it comes to high-output electronics, heat is the ultimate enemy. This aluminum alloy radial heat sink is a masterclass in thermal engineering, designed to keep high-powered componentsŌĆölike LED COB arrays or compact industrial motorsŌĆörunning at peak efficiency.
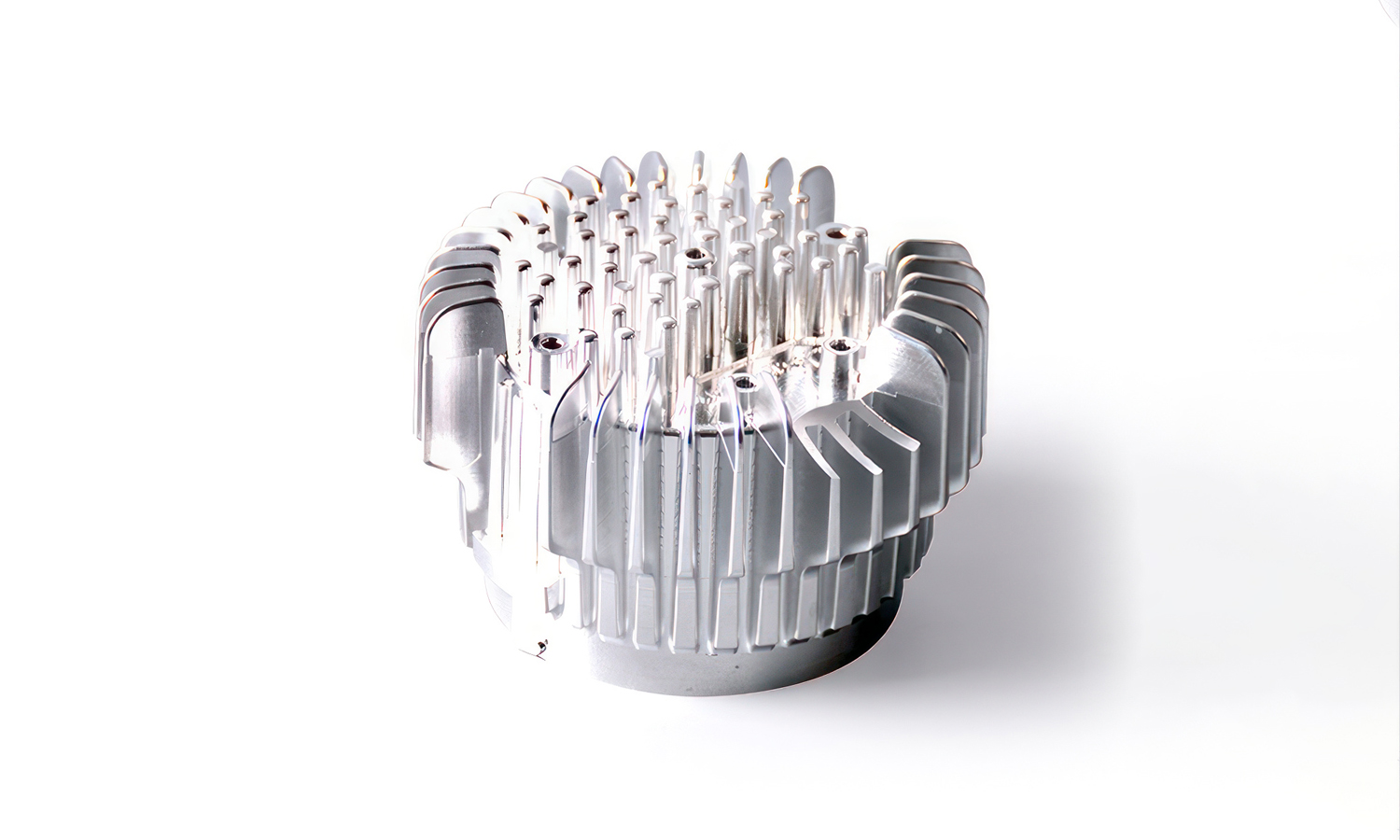
What makes this design stand out is its hybrid geometry. By combining traditional radial fins with a dense field of internal pin fins, the surface area is maximized while encouraging turbulent airflow. This prevents “hot spots” and ensures rapid heat dissipation in tight enclosures where traditional cooling might fail.
The crisp edges and mirrored internal bore of this prototype suggest it was crafted through precision CNC machining. For high-performance parts like this, machining from solid 6061 or 7075 aluminum offers superior thermal conductivity compared to standard die-casting, making it the go-to choice for aerospace, automotive, and high-end lighting prototypes.
Bring Your Designs to Life with FacFox
If youŌĆÖre developing complex thermal solutions or high-precision mechanical parts, FacFox is your premier partner for CNC machining services. Whether you need a single “hand model” prototype or low-volume production, FacFox offers a massive range of metal and plastic materials with tolerances as tight as $\pm 0.005$ mm. Their expert engineers help you optimize designs for manufacturability, ensuring your most ambitious projects move from CAD to reality with unmatched speed and quality.
Solution
- Step 1: The 3D CAD model was analyzed for manufacturability and converted into G-code using CAM software to define the cutting paths.
- Step 2: A high-grade 6061 aluminum billet was selected and securely clamped onto the workstation of a 5-axis CNC milling machine.
- Step 3: The outer radial fins were rough-machined using high-speed carbide end mills to remove the bulk of the excess material.
- Step 4: The intricate internal pin fins and the central bore were precision-milled to achieve the specific aerodynamic geometry required for heat dissipation.
- Step 5: The mounting holes and threaded features were drilled and tapped according to the original engineering specifications.
- Step 6: A fine finishing pass was executed across all surfaces to ensure a smooth texture and to meet the required dimensional tolerances.
- Step 7: The completed part was deburred, ultrasonically cleaned to remove cutting fluids, and inspected for any structural deviations.






{kind=link}