Material Plastic
Quantity 1 pcs
Price Range $1-100
Lead Time 1 workdays
Gallery



About Project
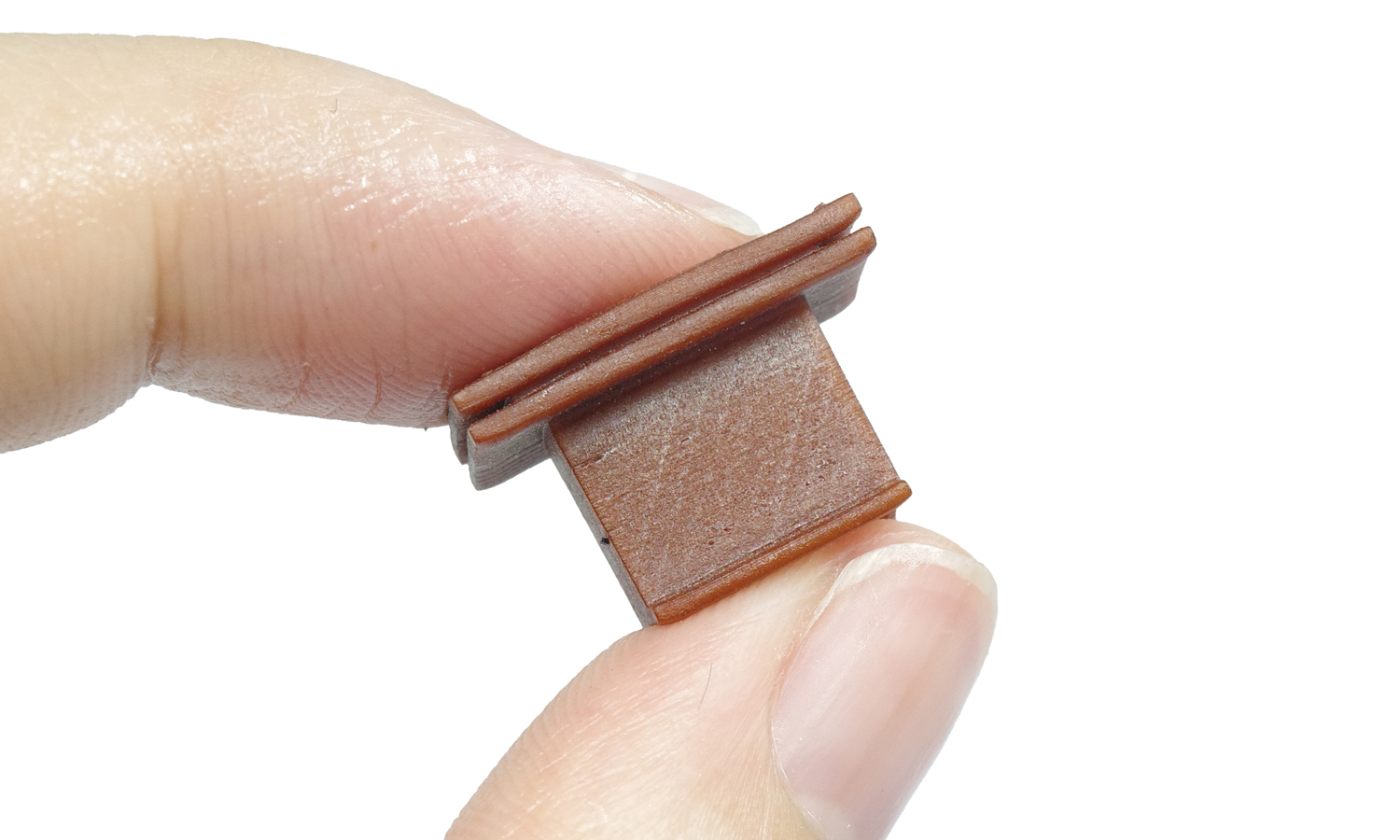
When engineering high-stakes assemblies, even the smallest component must meet unyielding standards. Introducing the DLP 3D Printed PI Retaining CollarŌĆöa testament to what micro-level additive precision can achieve with the pyramid-cap polymer, Polyimide (PI).
Unlike standard FDM printing which leaves weak structural layer lines and porous paths, FacFox uses advanced Vat Photopolymerization (DLP) technology to cure liquid PI resin layer by layer. The result? Exceptional dimensional accuracy down to microns, crisp vertical slot-guides, and completely isotropic mechanical performance. Thanks to our rigorous, high-temperature thermal imidization post-curing process, this tiny collar achieves uniform density, eliminating the risk of micro-fractures under compression.
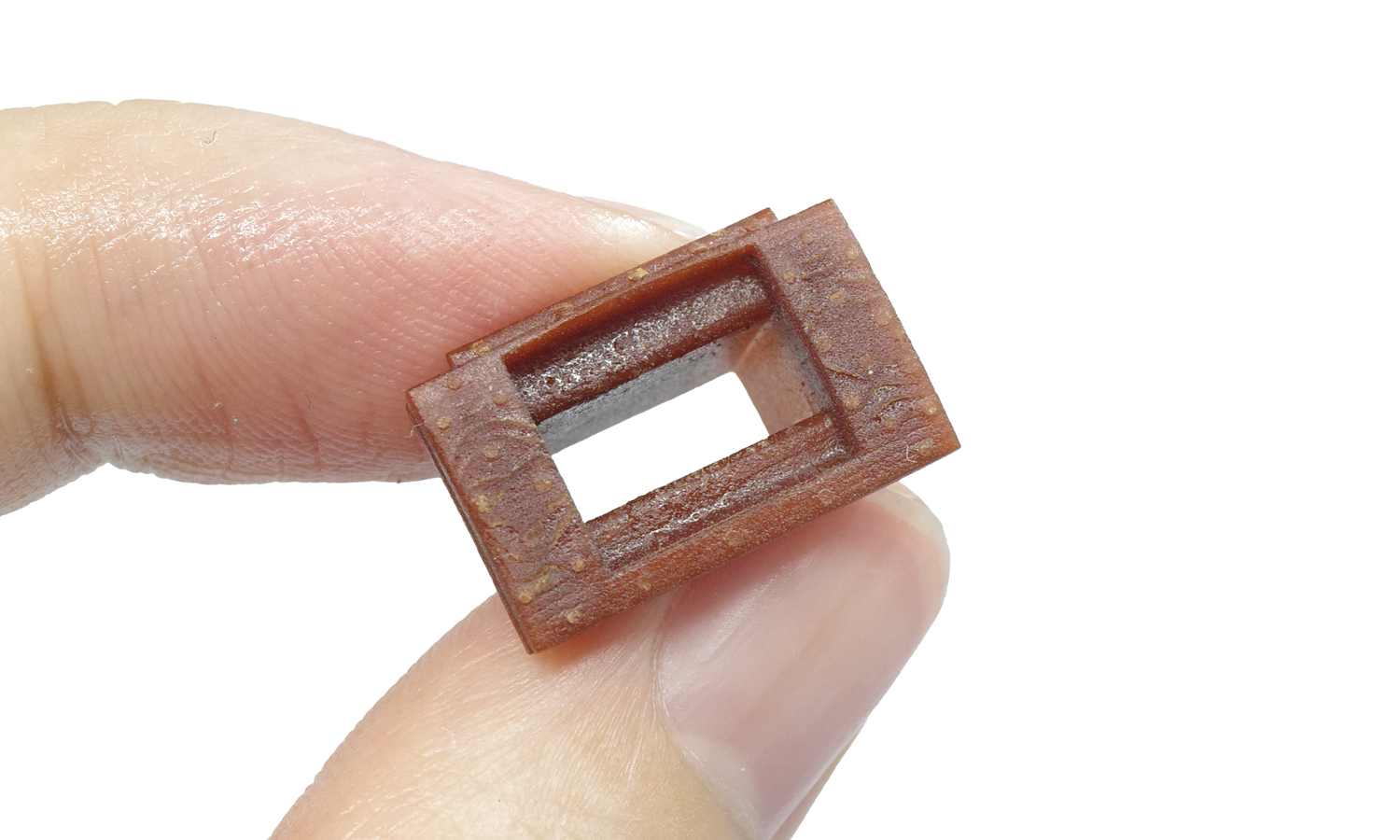
Polyimide is renowned for its excellent electrical insulation and outstanding chemical stability. This makes the retaining collar an ideal solution for critical electronic connector housings, insulating sleeves, and high-vacuum micro-fluidic plugs where tolerances cannot drift even a fraction of a millimeter.
Stop compromising with brittle standard resins or paying exorbitant tooling costs for short-run injection molding. With FacFoxŌĆÖs specialized DLP PI printing service, you unlock complex, flight-ready configurations with zero tooling barriers.
Ready to upgrade your micro-components? Upload your CAD files to FacFox today at info@facfox.com and let our specialists optimize your ultra-polymer production.
Solution
-
Step 1: The digital 3D model of the retaining collar was uploaded and prepared with explicit micro-scaling factors to pre-compensate for thermal shrinkage.
-
Step 2: Specialized photosensitive liquid polyimide (PI) resin was thoroughly homogenized and poured into the clean vat of an industrial DLP 3D printer.
-
Step 3: The product was cured layer-by-layer at 25-micron resolution using a high-intensity UV projector to map out the crisp rectangular geometry and vertical slot-guides.
-
Step 4: The green part was detached from the build plate and thoroughly washed in an ultrasonic solvent bath to completely eliminate unpolymerized surface liquid.
-
Step 5: Support structures were meticulously clipped away manually, and the collar was dried in a nitrogen-purged environment to prevent air-moisture absorption.
-
Step 6: A highly structured thermal imidization post-curing cycle was executed in an oxygen-free oven, ramping up to 300┬░C to achieve a fully cross-linked, isotropic atomic density.





{kind=link}