
Material Porcelain
Quantity 1 pcs
Price Range $1-100
Lead Time 2 workdays
Gallery

About Project
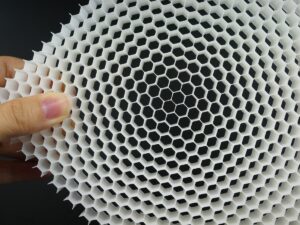
Check out this masterpiece of industrial design! While it looks like a futuristic piece of architecture, what youŌĆÖre seeing is a 3D Printed Zirconia Ceramic Sensor Housing. This life-size “statue” showcases exactly why Zirconia is the superhero of the ceramic world.
Small Scale, Big Strength
Don’t let its smooth, porcelain-like finish fool you. Zirconia is often called “Ceramic Steel” because of its incredible fracture toughness. In this particular design, the material serves several high-tech purposes:
- Ultimate Shielding: Because Zirconia is non-conductive and an excellent electrical insulator, itŌĆÖs the perfect “bodyguard” for sensitive internal electronics and optical sensors.
- Heat & Chemical Hero: This housing can survive temperatures and corrosive environments that would melt plastic or rust metal. It stays stable, strong, and sleek no matter what you throw at it.
- Complex Geometry: Look at those clean apertures and the hollow internal structure. Traditional machining would struggle to carve these out without breaking the ceramic, but 3D printing builds them layer-by-layer with ease.
Whether it’s sitting on a lab bench or mounted in a piece of aerospace machinery, this housing is a testament to how far ceramic engineering has come. ItŌĆÖs a perfect blend of high-strength durability and high-precision art!
FacFox is proud to be a leader in the advanced ceramic 3D printing revolution. Our DLP and LCM technologies allow us to manufacture industrial-grade zirconia parts that were previously thought impossible. From ultra-tough sensor housings and aerospace shrouds to patient-specific medical implants, we provide the precision and material expertise your high-stakes projects require. Elevate your engineering and discover the limitless potential of 3D-printed ceramics with FacFox today.
Solution
- Step 1: Technical CAD Modeling.┬ĀThe housing was designed with precise tolerances for internal component fitting. High-precision features, such as the mounting flange and sensor apertures, were modeled with integrated shrinkage factors to ensure dimensional accuracy after the firing process.
- Step 2: Zirconia Slurry Formulation. A high-viscosity slurry was created by mixing sub-micron zirconia powder with a specialized UV-curable resin. This formulation was optimized to achieve a high ceramic-to-binder ratio, ensuring structural density in the final part.
- Step 3: DLP Lithographic Printing. The housing was built layer-by-layer using a high-resolution Digital Light Processing (DLP) engine. The UV light cross-linked the resin, fixing the ceramic particles into the complex shell-like geometry seen in the images.
- Step 4: Precision Cleaning. The green body was carefully detached from the build plate and cleaned to remove uncured resin from the internal cavities. Compressed air and specialized solvents were used to ensure the sensor holes remained perfectly unobstructed.
- Step 5: Thermal Debinding. The part was placed in a debinding furnace where the temperature was gradually raised. The organic polymer matrix was slowly removed through thermal decomposition, leaving behind a delicate, porous ceramic structure.
- Step 6: Solid-State Sintering. The housing was sintered at temperatures exceeding 1,450┬░C. During this phase, the ceramic particles underwent grain growth and pore elimination, resulting in a fully dense, opaque white ceramic part with exceptional mechanical strength.
- Step 7: Surface Inspection and Calibration. The final component was inspected for dimensional fidelity. Due to the high precision of the DLP process, the apertures and mounting ports achieved a snap-fit quality without the need for secondary machining.





{kind=link}