Material Other
Quantity 10 pcs
Price Range $100-1,000
Lead Time 5 workdays
Gallery
About Project
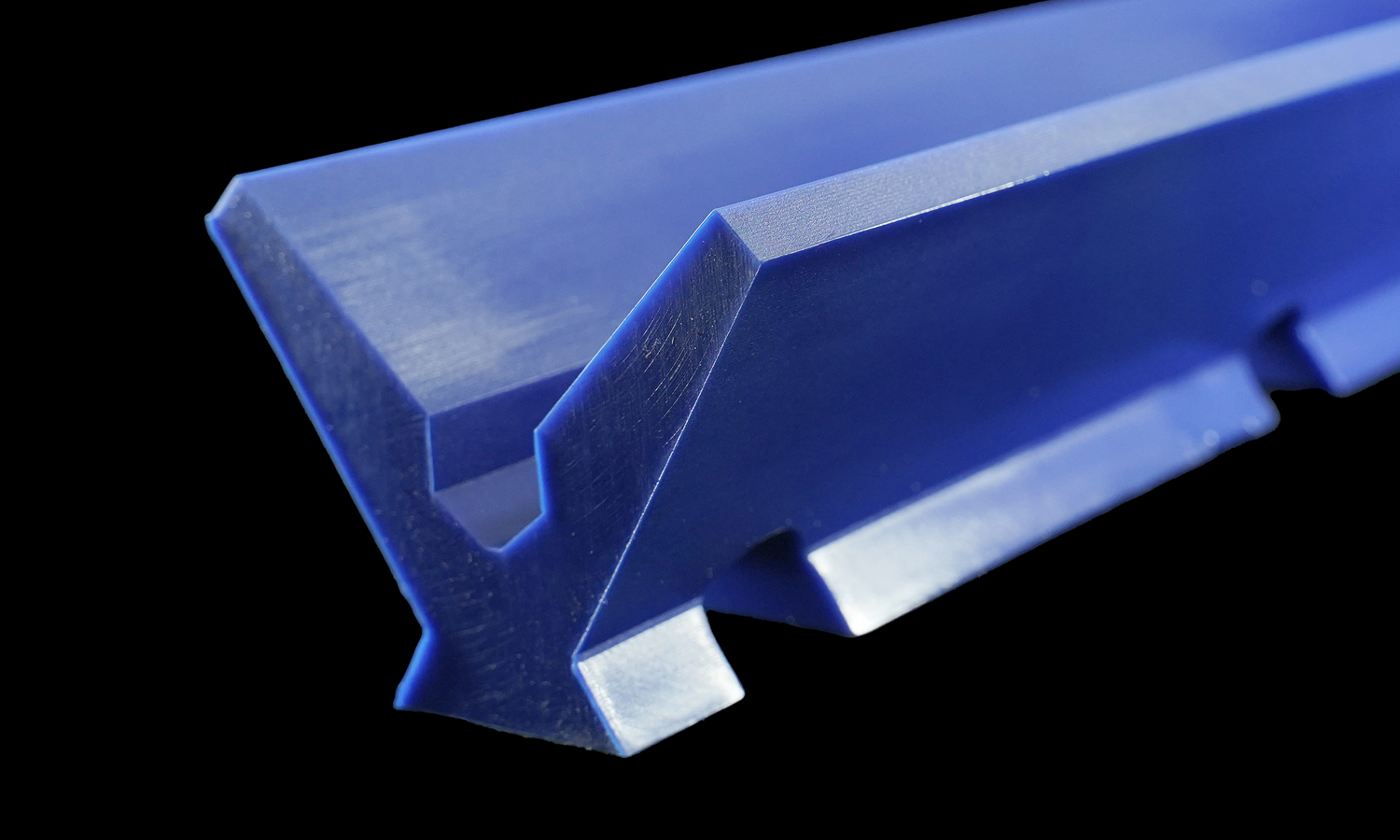
If you are looking for a way to bend pre-polished, pre-painted, or pre-finished metals without leaving any marks or scratches, you might be interested in the injection molded PU V-Jaw press brake die. This is a new type of press brake tooling that uses a very hard grade of polyurethane (PU) to create a V-shaped die that can accommodate different gauges of sheet metal.
The PU V-Jaw press brake die has several advantages over traditional steel dies. First, it is more economical and easy to use, as it can be mounted directly on the press brake machine without any special holders or rails. Second, it is more versatile and flexible, as it can be used for both 90 degree and acute angle bends, and it can be adjusted to different V-openings by turning the die around or replacing it with another one. Third, and most importantly, it is more gentle and protective of the metal surface, as it does not cause any marring, scratching, or coating damage during the bending process.
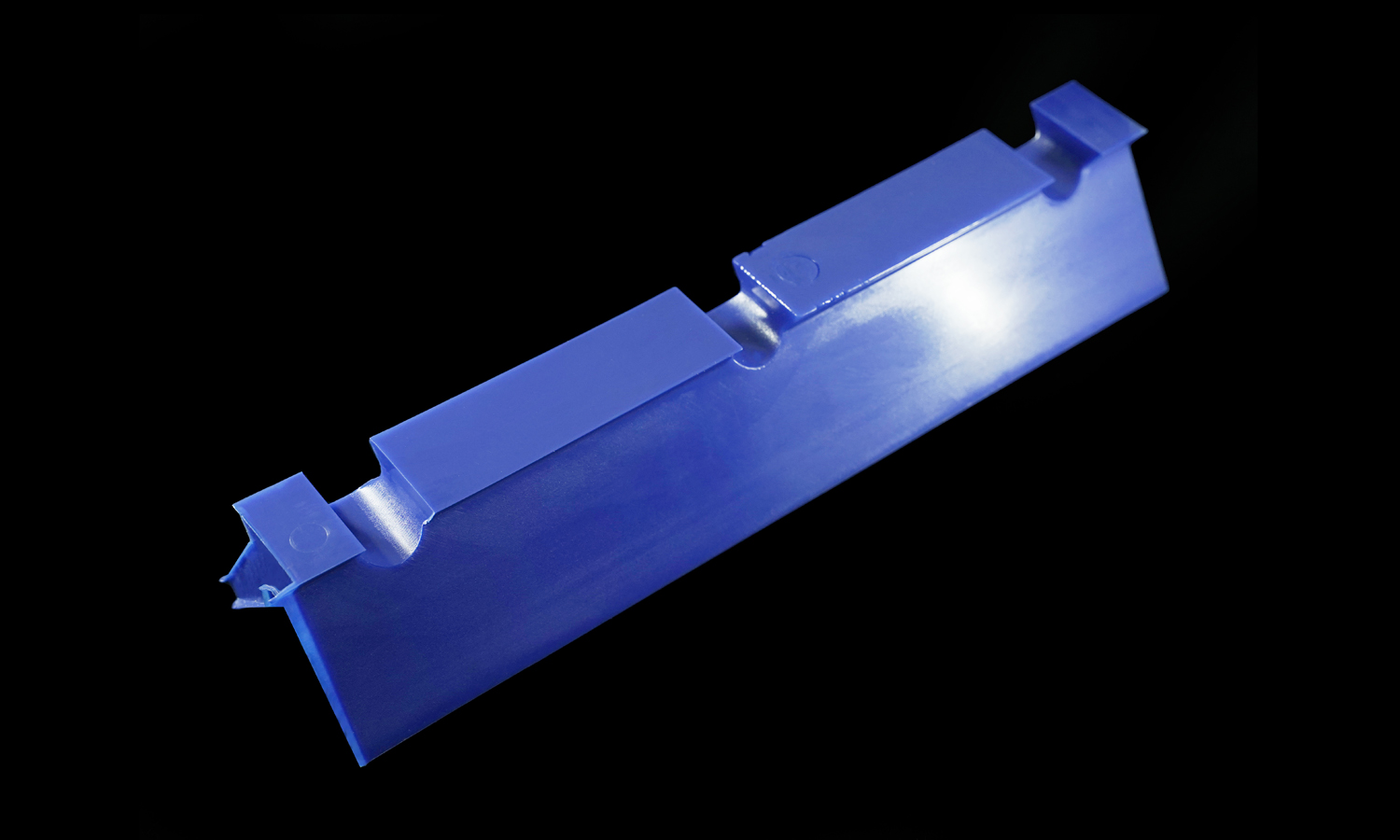
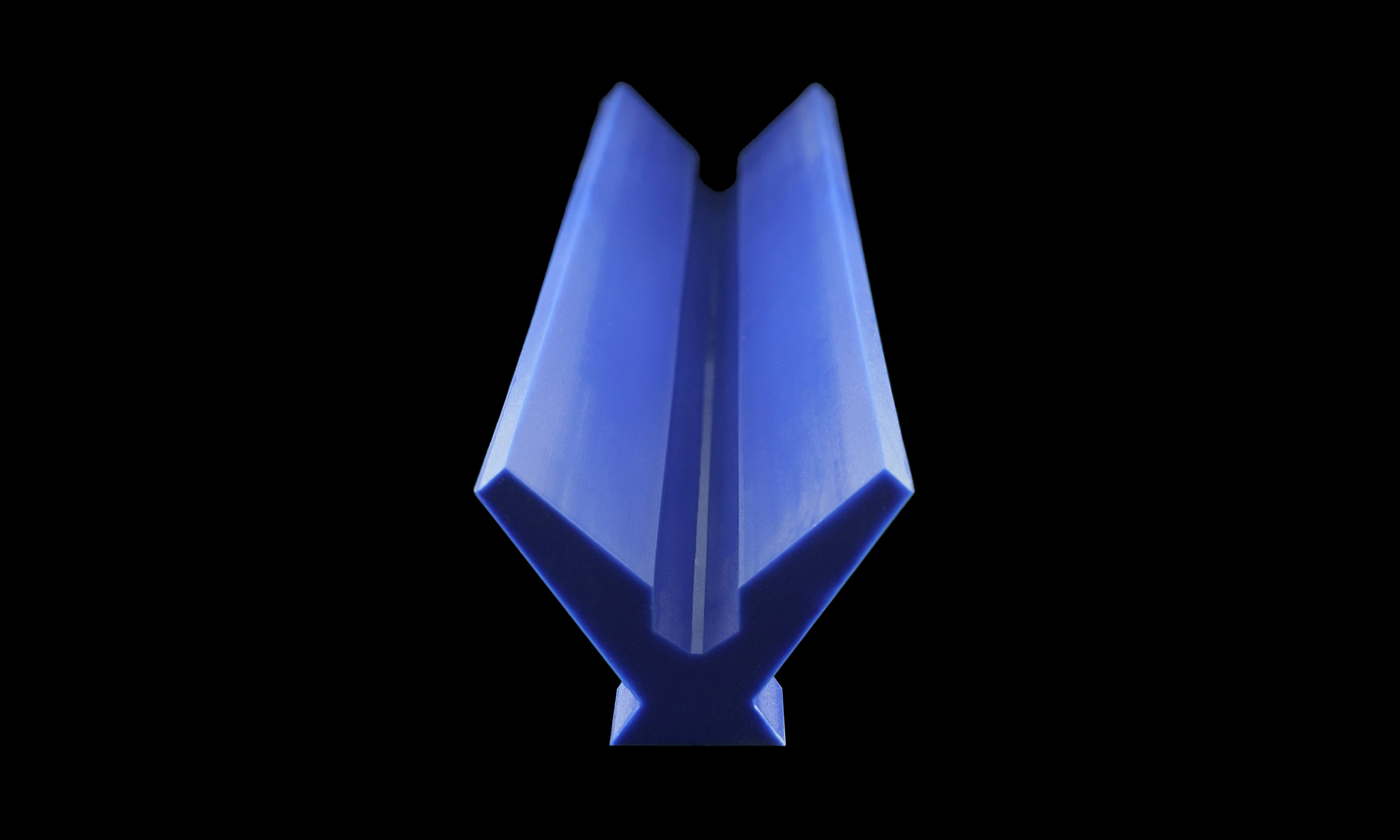
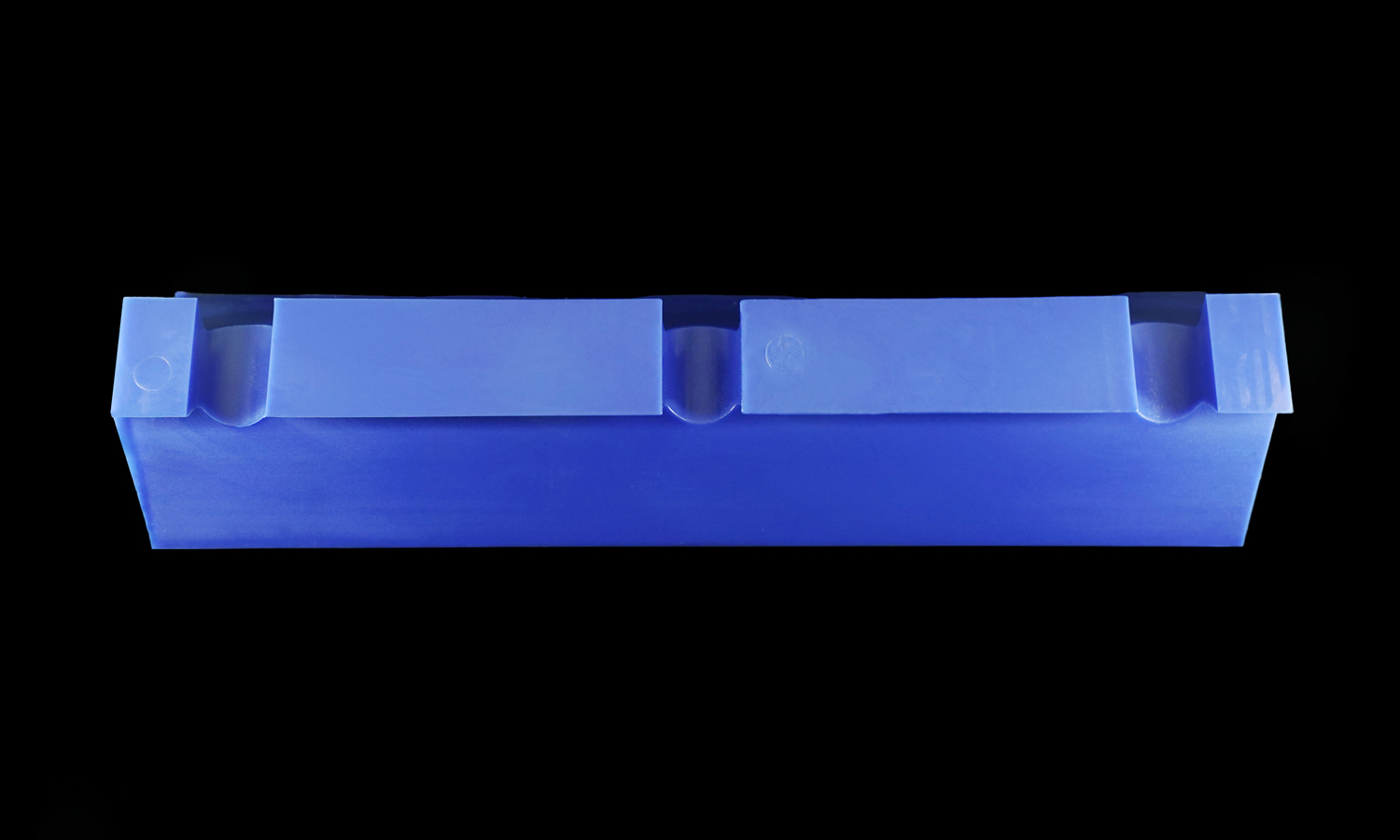
The PU V-Jaw press brake die is designed specifically for press brake tooling, and it has a deep blue color and a V-shaped rail that has a base to make it stand stably. The rail also has some round holes across the base to provide stress relief. The die is made by injection molding, which ensures a high level of precision and quality.
If you are looking for a reliable and professional supplier of injection molded PU V-Jaw press brake dies, you should check out FacFoxŌĆÖs PU injection molding services. FacFox is a leading online platform that offers on-demand manufacturing solutions for various industries and applications. FacFox can provide you with high-quality PU injection molding products at competitive prices and fast turnaround times. You can upload your design files online, get an instant quote, and place your order in minutes. FacFox will take care of the rest and deliver your products to your doorstep.
Solution
- Step 1: Solid PU pellets were directly fed into the machineŌĆÖs injecting barrel.
- Step 2: The barrelŌĆÖs reciprocating screw pushed the PU pellets towards the mold.
- Step 3: The high shear action of the screw frictionally heated the pellets, fully melting them by the end of the barrel.
- Step 4: When enough material had accumulated at the end of the barrel, the molten PU was forced at high pressure and velocity into the mold in one shot.
- Step 5: The material entered the mold through a series of gate channels.
- Step 6: The material was shaped into a V-Jaw die, a base, and some round holes.
- Step 7: The material was cooled, extended, and contracted to solidify in the mold.
- Step 8: The mold was opened, and the product was ejected using an array of pins, sleeves, and strippers.






{kind=link}