
Material Metal
Quantity 1 pcs
Price Range $1-100
Lead Time 5 workdays
Gallery

About Project
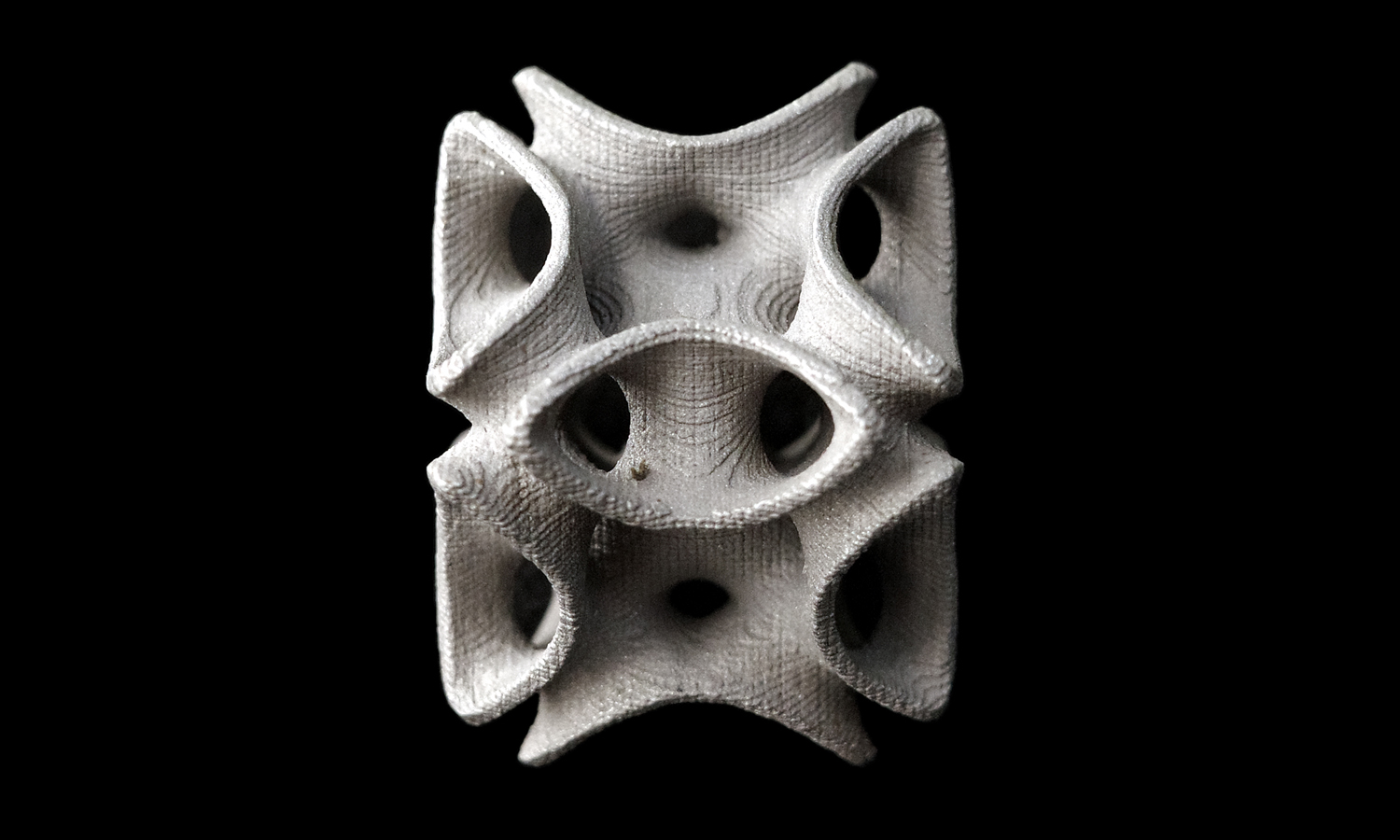
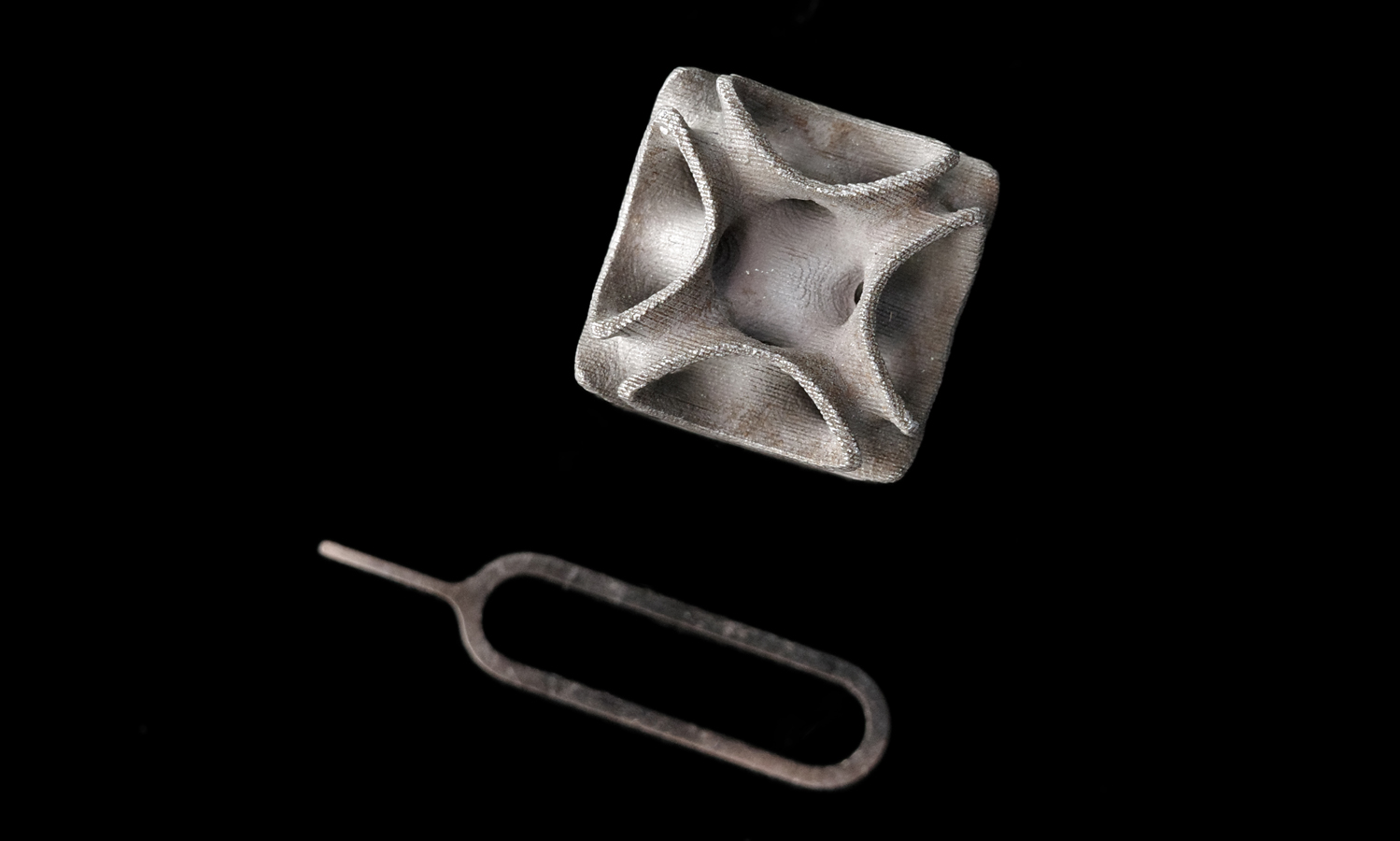
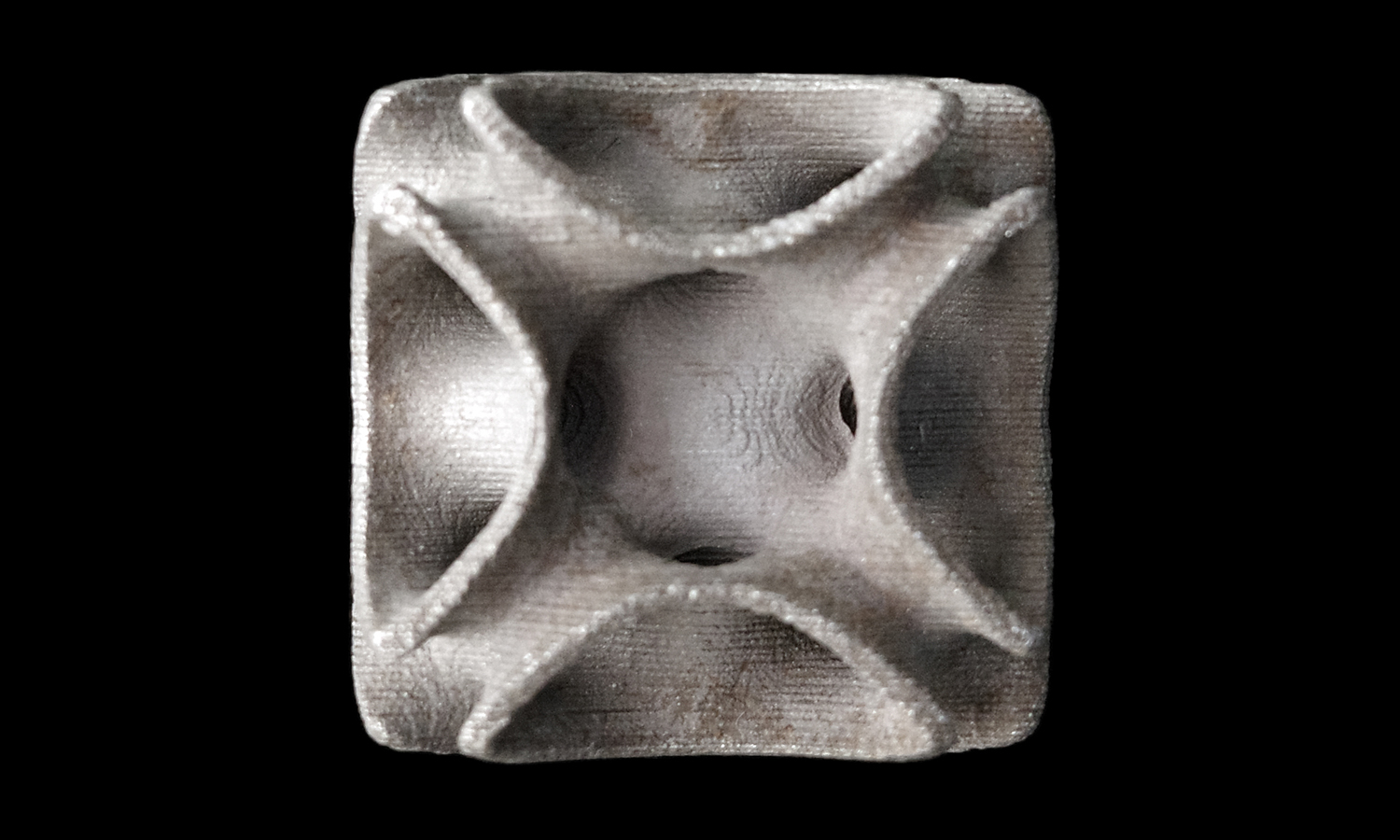
In this post, we will show you how we used Binder Jet 3D printing (BJ3DP) to produce a SS316L Schwarz diamond surface with raw finishing. This is a cubic model with a side length of less than 2 cm and a porous design that resembles a diamond lattice. The layer lines are visible on the surface, giving it a rough and textured look. There is also a small venting hole on the deeper part to allow the binder to escape during sintering.
BJ3DP is an additive manufacturing technique that uses a liquid binder to selectively deposit powder layer by layer to fabricate 3D parts followed by sintering. This process allows for high-speed and low-cost production of complex metal parts with various materials, such as stainless steel, bronze, copper, iron, etc. BJ3DP can create intricate geometries and features that are difficult or impossible to achieve by conventional methods, such as hollow structures, lattice structures, interlocking parts, etc.
BJ3DP SS316L has some advantages over other metal 3D printing methods, such as high productivity and scalability, material diversity and flexibility, and design freedom and complexity. However, BJ3DP SS316L also faces some challenges and limitations, such as post-processing requirements, surface quality and porosity, and dimensional accuracy and stability.┬Ā
Compared to direct metal laser sintering (DMLS), BJ3DP produces metal parts with larger surface roughness but lower dimensional accuracy due to thermal cycles that may cause shrinkage or warping of the parts.┬ĀThe parts may also have some residual porosity that may affect their strength, fatigue resistance, or permeability.
If you are interested in metal 3D printing for your prototyping or production needs, FacFox is your ideal partner. We offer professional and affordable metal 3D printing services using Binder Jetting technology from Sculpteo. We can print your models with various metal materials, such as SS316L, bronze, copper, iron, etc.┬ĀWe can also provide different surface finishes, such as raw, polished, electroplated, or PVD-plated. We have a team of experts who can assist you with your design, optimization, and quality control. We guarantee fast delivery and customer satisfaction.
To start your metal 3D printing project with FacFox, simply upload your 3D model to our online platform and choose your material and finish options. You can also contact us for a free quote or consultation. We look forward to hearing from you!
Solution
- Step 1: The model of the SS316L Schwarz diamond surface was designed using the software 3dsmax. It consisted of a cubic frame with a hollow interior and a series of triangular faces that formed the diamond-like pattern.
- Step 2: The model was exported as an STL file and uploaded to the online platform for Binder Jet 3D printing. SS316L was chosen as the material for the project because it was a widely used austenitic stainless steel that offered high strength, ductility, and resistance to oxidation and corrosion.
- Step 3: Binder Jetting technology from Sculpteo was used to print the model with optimized parameters based on an orthogonal experimental design. A liquid binder was jetted on layers of SS316L powder, selectively joining them to form the green parts.
- Step 4: The excess powder was removed and the green parts were cured in an oven at 200 ┬░C for 2 hours. The parts were sintered in a furnace at 1435 ┬░C for 7.5 hours under argon atmosphere. This sintering condition was found to result in the highest relative density of about 92% and the best mechanical properties of the as-sintered samples. The sintering process also caused some shrinkage of the parts, which was compensated by an enlargement ratio of 1/1.
- Step 5: The parts were finished with a raw surface, which had a rough and textured look. The layer lines were visible on the surface and there was a small venting hole on the deeper part to allow the binder to escape during sintering.





{kind=link}