
Material Resin, Metal
Quantity 1 pcs
Price Range $100-1,000
Lead Time 3 workdays
Gallery




About Project
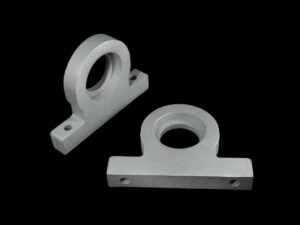
This is a product that combines the advantages of SLA 3D printing and metal casting to create complex and functional parts with high accuracy and strength.
SLA (stereolithography) is a type of 3D printing that uses a laser to cure liquid resin into solid layers. Resin is a material that can be castable, meaning that it can be melted and poured into a mold to create another object.
Metal casting is a process that creates metal parts by pouring molten metal into a mold and letting it cool and solidify. The mold is usually made of ceramic or sand, and it has a cavity in the shape of the desired part. The mold is destroyed after the metal part is removed.
Our product uses SLA 3D printing to create resin patterns that are used as molds for metal casting. This way, we can create metal parts that have complex shapes and details that are difficult or impossible to achieve with traditional methods. We use SS304, which is a type of stainless steel that has high corrosion resistance and durability.
We hope this introduction gives you a clear idea of what our product and technology are. If you have any questions or feedback, please feel free to reply to this message or contact us at info@facfox.com. Thank you for choosing FacFox, your trusted partner for 3D printing and metal casting services.
Solution
- Step 1: The 3D model of the part was sent to us by the customer. The model was chamfered to avoid sharp edges and improve the flow of molten metal. The file was uploaded to our online platform and an instant quote was given.
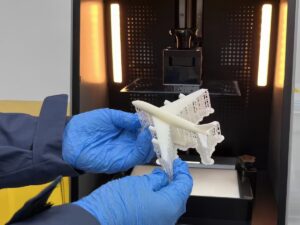
- Step 2: For medium to large size parts that were not very intricate, Somos Element resin was used, which was an antimony-free resin that had excellent burnout properties and produced minimal ash residue.
- Step 3: Sprues were attached to the resin pattern and a ceramic shell was created around it. The shell was heated in a kiln and the resin was melted out, leaving a hollow cavity in the shape of the part. This process was similar to the lost-wax casting method, but with resin instead of wax.
- Step 4: Molten SS304 metal was poured into the ceramic shell and let it solidify. The shell was broken and the sprues were removed, leaving behind the casted part. The part was cleaned and polished to remove any signs of the casting process and ensure a smooth finish.
- Step 5: The part was shipped to the customer within the agreed time frame. The order status was tracked online and we were contacted anytime if there were any questions or concerns.




{kind=link}