
Material Resin
Quantity 1 pcs
Price Range $1-100
Lead Time 1 workdays
Gallery


About Project
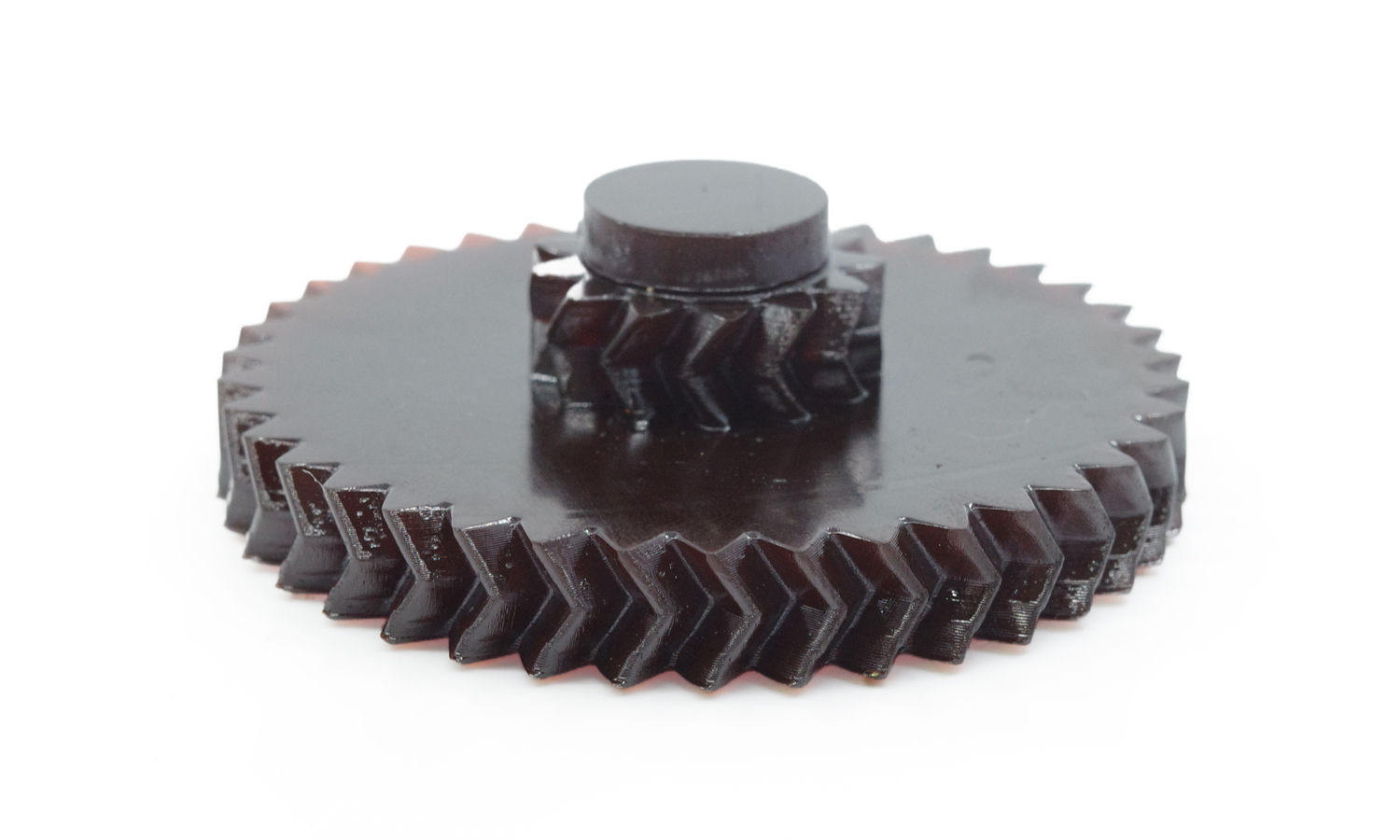
When mechanical systems demand absolute dimensional stability under aggressive loads and searing temperatures, standard engineering plastics simply yield. For components that refuse to compromise, FacFox proudly introduces the DLP 3D Printed CE (Cyanate Ester) Double Helical GearŌĆöa masterpiece of micro-additive manufacturing designed for the most punishing operational environments.
While our Polyimide (PI) services excel in pure thermal extremes, Cyanate Ester (CE) is the undisputed king of high-modulus rigidity and anti-creep performance. Characterized by its signature deep, near-black vitreous finish, CE behaves less like a traditional plastic and more like an advanced industrial ceramic. It possesses an exceptionally high glass transition temperature (Tg up to 230┬░C+) paired with an incredibly low coefficient of thermal expansion. Most importantly, under continuous, high-torque mechanical stress, CE exhibits near-zero creepŌĆömeaning gear teeth will never bend, deflect, or lose their precise involute profiles over time.
By deploying ultra-precise DLP (Digital Light Processing) vat photopolymerization, FacFox achieves flawless execution on incredibly complex geometry. As shown in this sample, the micro-pinion teeth and the main spur gear are completely integrated with a complex helical twist. This ensures smooth, quiet power transmission while maintaining sharp, burr-free edge retention that traditional CNC machining struggles to replicate at this scale.
Whether you are developing semiconductor testing fixtures, micro-actuators for automotive powertrains, or aerospace RF electronics, FacFox’s CE 3D printing service bridges the gap between intricate design freedom and uncompromising mechanical stiffness.
Stop structural deformation before it starts. Send your high-load CAD designs to our engineering team at info@facfox.com to unlock the power of 3D-printed Cyanate Ester.
Solution
- Step 1: The CAD file of the double helical gear was digitally compensated with micro-scaling adjustments to account for spatial cross-linking contraction during the thermal phase.
- Step 2: A premium, low-dielectric liquid cyanate ester photopolymer resin was carefully blended and introduced into the climate-controlled vat of a high-resolution DLP printer.
- Step 3: The intricate double helical profile was cured layer-by-layer via a high-intensity 385nm UV light matrix, capturing the delicate angled teeth with sharp edge fidelity.
- Step 4: The green component was carefully unmounted from the build platform and submerged in an automated, chemically balanced solvent wash to extract uncured liquid resin from the dense gear roots.
- Step 5: Micro-support anchors were precision-machined off the gear faces manually to ensure perfect concentric balance and prevent rotational vibration.
- Step 6: The gear was subjected to a rigorous, multi-stage programmed thermal post-baking cycle in an industrial oven to complete the cross-linked triazine ring polymerization matrix.






{kind=link}