
Gallery


About Project
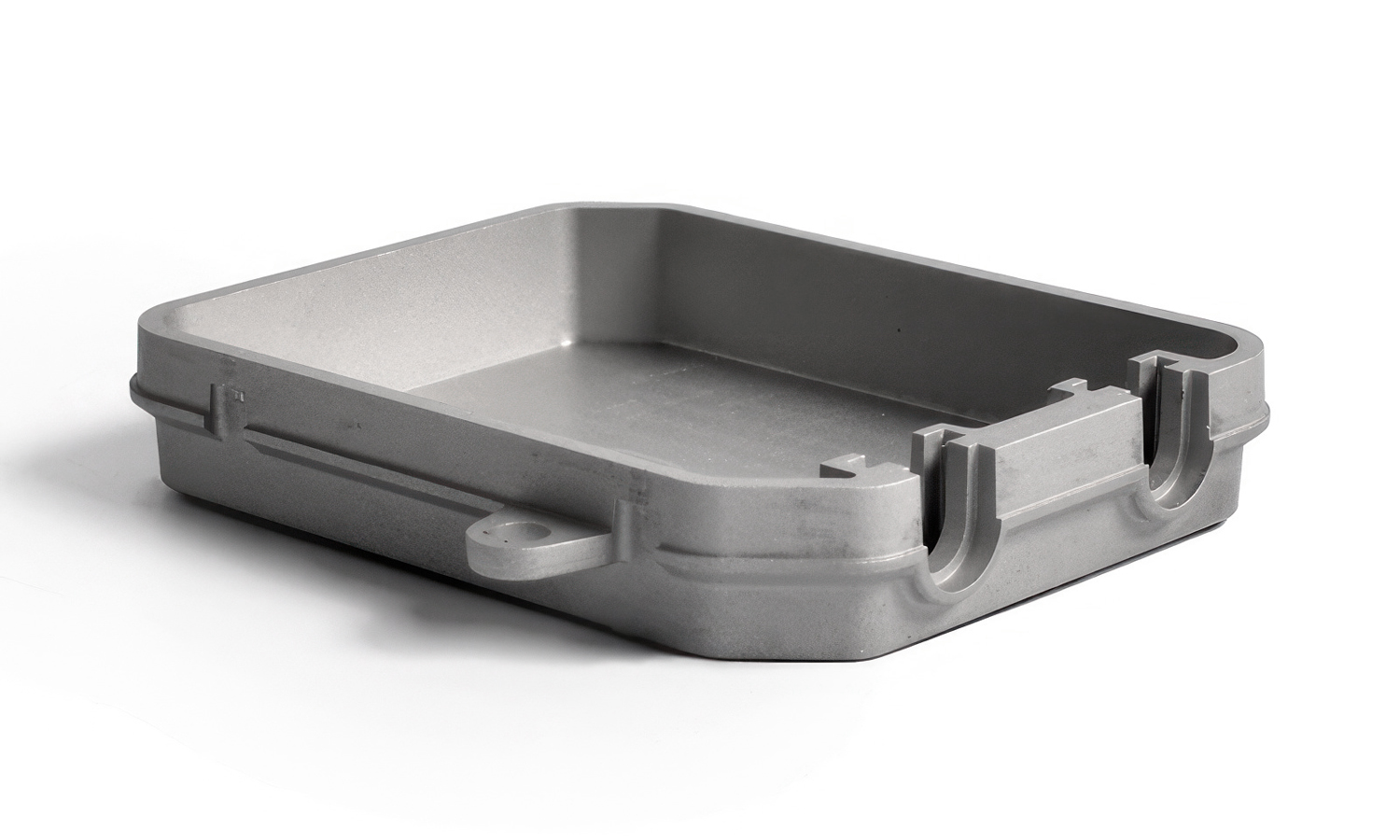
This meticulously crafted metal component is a CNC-machined aluminum enclosure designed to house a D1S Xenon Ballast Control Unit, commonly found in vehicles like the Mercedes C200. This crucial electronic device is responsible for generating the high voltage required to ignite and power the Xenon HID (High-Intensity Discharge) headlight bulb.
Why is it designed like this?
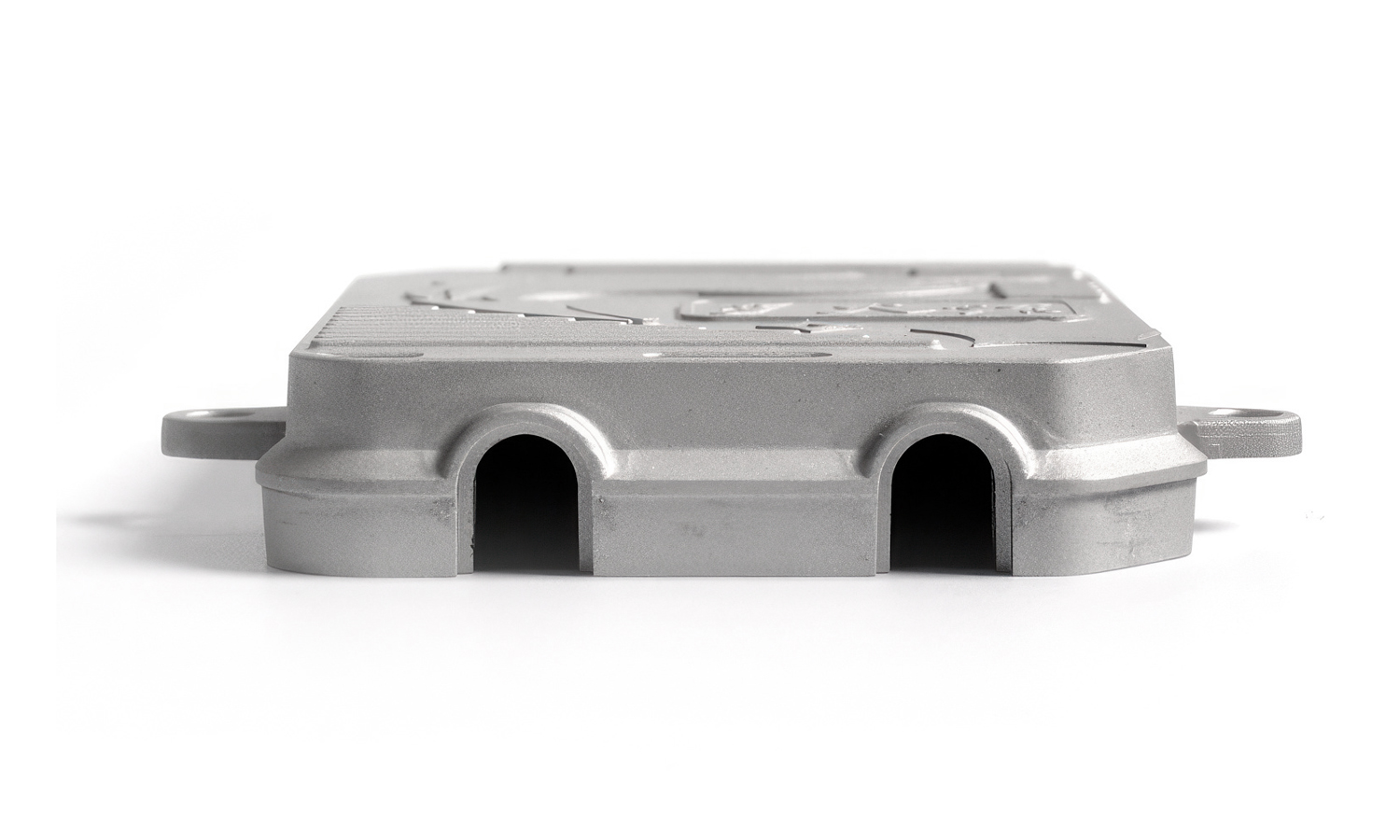
The design of this enclosure prioritizes the protection and optimal performance of the delicate electronic components within. The robust metal construction offers significant physical protection against impacts, vibrations, and the harsh under-hood environment. The lidded design allows for secure closure, potentially incorporating seals to protect against dust and moisture ingress.
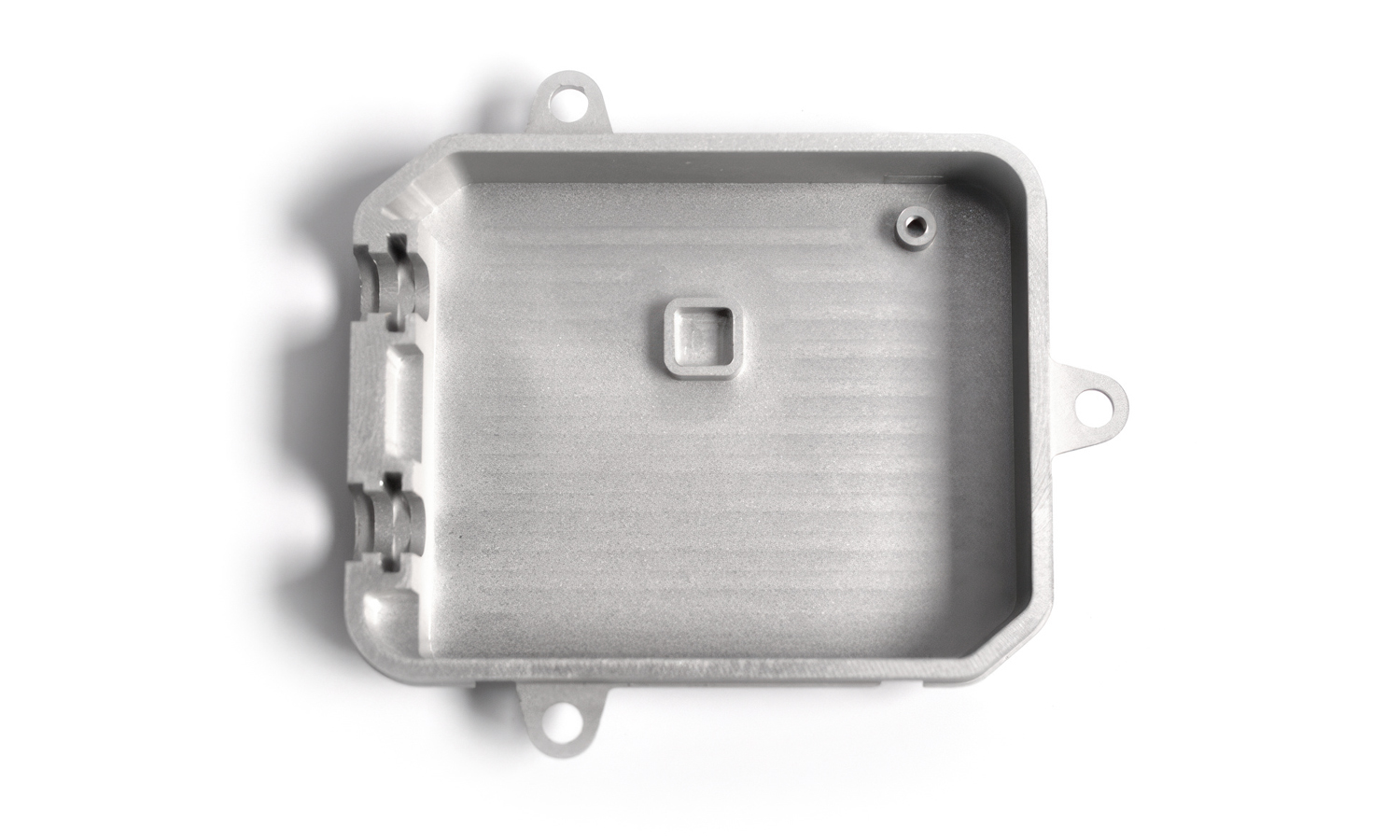
Internally, the structured layout with compartmentalization and mounting points ensures that the various electronic components are securely positioned and isolated. Features like the central raised section and smaller recesses likely correspond to specific components within the ballast unit, ensuring proper placement and stability. The overall shape and size are dictated by the dimensions of the internal electronics and the space available for mounting within the vehicle’s headlight assembly.
Why is Aluminum Alloy chosen?
The selection of aluminum alloy for this enclosure is driven by several key advantages:
- Excellent Heat Dissipation: Xenon ballast units generate considerable heat during operation. Aluminum’s superior thermal conductivity allows the enclosure to act as an effective heat sink, drawing heat away from the sensitive electronics and preventing overheating, which is critical for the longevity and reliability of the ballast.
- Lightweight: In the automotive industry, reducing weight is paramount for fuel efficiency and overall vehicle performance. Aluminum is significantly lighter than steel, contributing to a lighter overall assembly.
- Corrosion Resistance: The under-hood environment exposes components to moisture, salt, and other corrosive elements. Aluminum naturally forms a protective oxide layer, providing excellent resistance to corrosion and ensuring the enclosure’s durability over time.
- EMI/RFI Shielding: The metal construction of the aluminum enclosure provides effective shielding against electromagnetic interference (EMI) and radio frequency interference (RFI). This prevents the ballast unit from interfering with other sensitive electronic systems in the vehicle and vice versa.
- Precision Manufacturing: Aluminum alloys are well-suited for CNC machining, allowing for the creation of complex and precise geometries with tight tolerances, as evident in the intricate internal features of this enclosure.
Looking for precise and high-quality metal enclosures for your electronic components? FacFox offers professional CNC machining services for a wide range of materials, including aluminum alloys. Our expertise in precision manufacturing ensures that your enclosures meet the exact specifications and demanding requirements of your applications. Contact us today to discuss your project!
Solution
- Step 1: The raw material, a billet or block of aluminum alloy, was selected based on the required material properties and grade.
- Step 2: The initial shape of the enclosure was roughly formed, often through processes like die casting or rough machining, to reduce the amount of material needed for the subsequent CNC process.
- Step 3: The primary machining operations were performed on a Computer Numerical Control (CNC) machine. The 3D model of the enclosure was programmed into the CNC machine, and precise cuts were made by rotating cutting tools to achieve the external and internal geometries.
- Step 4: The internal features, such as the compartments, mounting points, and recesses, were meticulously machined using various CNC milling operations. Different cutting tools and techniques were employed to achieve the required shapes and tolerances.
- Step 5: Any necessary holes for mounting or ventilation were drilled using the CNC machine or a separate drilling process.
- Step 6: The edges and surfaces were deburred and finished to remove any sharp edges and improve the overall aesthetic and tactile quality of the enclosure. This was often done using manual or automated deburring tools and abrasive processes.
- Step 7: A surface treatment, such as anodizing or powder coating, was potentially applied to enhance the corrosion resistance and provide the desired finish and color. The enclosure was cleaned thoroughly before the surface treatment was applied.
- Step 8: Dimensional accuracy and surface finish were inspected at various stages of the manufacturing process using precision measuring instruments to ensure they met the design specifications.
- Step 9: Finally, the finished enclosures were cleaned and packaged for shipment.






{kind=link}