SLS Nylon PA6 GlassfilledPA6 Glassfilled PA6GF has exceptional mechanical strength and heat resistance over 200β³É which is much better than PA 12. It's the ideal material for functional prototypes or end-use parts. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.1 mm Optional Layer Heights 0.1 mm Tolerance ¬±0.2% (with a lower limit of ¬±0.2 mm) Up to 218 β³É Smooth β‰Öβ‰Öβ‰Ö Detail β‰Öβ‰Öβ‰Ö Accuracy β‰Öβ‰Öβ‰Ö Rigidity β‰Öβ‰Öβ‰Öβ‰Öβ‰Ö Flexibility β‰Ö Available ColorsBlack
Available Post ProcessPaint
, Dyeing
Suitable For Functional prototypes and end products, Not Suitable ForFine-detail models with smooth surfaces Additional InfoFeatures: Application:
Feature
3D PrinterMaterial Spec Sheet
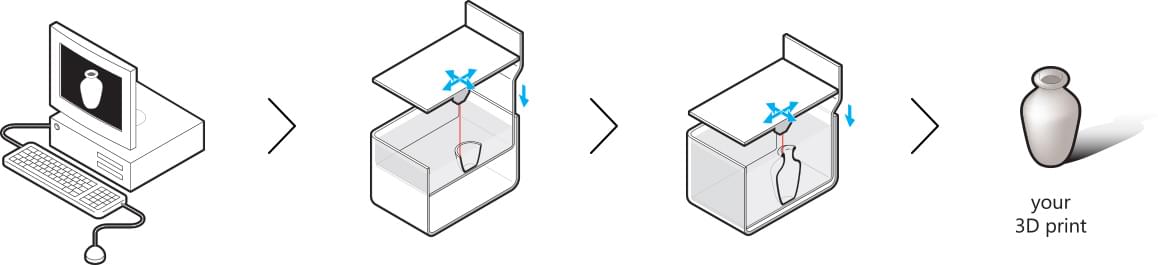
Laser sintering is used to build your design with this material. The models are printed layer by layer by a laser that draws thin lines in the powder, which melts and bonds it together in order to form a thin layer of the model. After a layer is printed, a new layer of fresh powder is spread over the surface by a roller. The printer has a print chamber that is heated to just below the melting point of the powder; the laser beam adds the extra energy to melt the powder, forming a solid model. After a print job is finished, the result is a big block of heated powder with the printed models contained inside.
|