 SLA Formlabs Flame Retardant ResinFormlabs Flame Retardant Resin Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.1 mm Optional Layer Heights 0.05, 0.1 mm Tolerance Вұ0.2% (with a lower limit of Вұ0.2 mm) Up to 94 в„ғ Smooth вҳ…вҳ…вҳ…вҳ… Detail вҳ…вҳ…вҳ…вҳ… Accuracy вҳ…вҳ…вҳ…вҳ… Rigidity вҳ…вҳ…вҳ…вҳ… Flexibility вҳ…вҳ…вҳ… Available ColorsGrey
Available Post ProcessPaint
Suitable For Functional prototypes and end products, Not Suitable ForLarge models Additional InfoEasily and quickly create stiff, creep-resistant, and functional plastic parts that perform well long-term in indoor and industrial environments. FR Resin is self-extinguishing and halogen-free with favorable flame, smoke, and toxicity (FST) ratings, offering a 2.9 GPa tensile modulus and a heat deflection temperature (HDT) of 112 В°C @ 0.45 MPa. Ideal for:
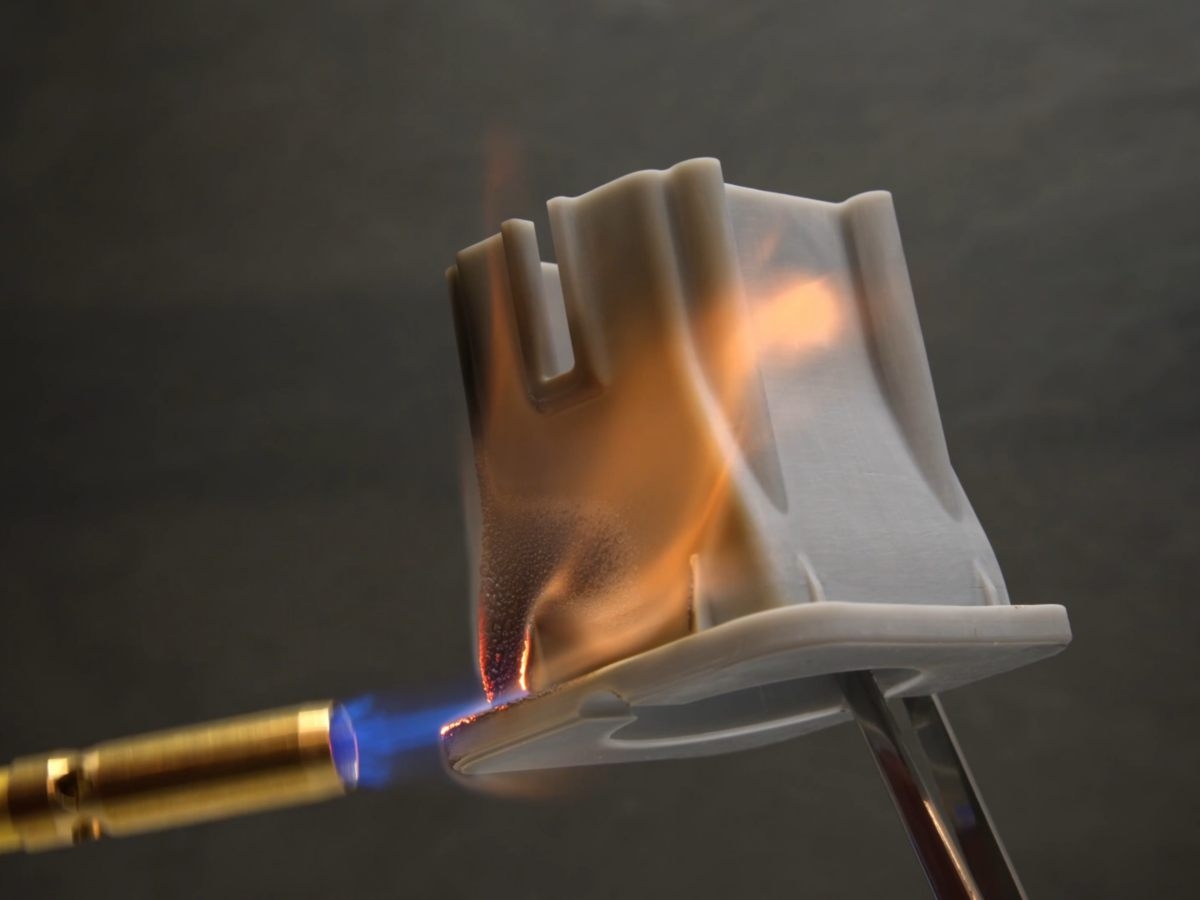
Drive innovation more quickly, safely, and efficiently with FormlabsвҖҷ new self-extinguishing and halogen-free SLA material with a UL 94 V-0 certification and favorable flame, smoke, and toxicity (FST) ratings. Use FR Resin to easily 3D print flame retardant, heat-resistant, stiff, and creep-resistant parts that will perform well long-term in indoor and industrial environments with high temperatures or ignition sources. Why Choose Flame Retardant (FR) Resin? Accelerate time to market without the design constraints and upfront costs of traditional manufacturing with isotropic and highly detailed parts (XY resolution: 25um) with unlimited geometric freedom in any quantity (from 1 to 1000 parts) at any time.
Produce certified flame retardant, UL 94 V-0 and FAR-rated 3D printed parts that meet necessary certification requirements for enduring hazardous environments.
Parts will perform well long-term in indoor and industrial environments with high temperatures or ignition sources.
Fabricate plastic parts with exceptional surface finish far superior to other fabrication methods such as FDM 3D printing.
Produce stiff and functional parts with a 2.9GPa modulus that can handle post-fabrication operations such as tapping, trimming, and drilling.
Feature
3D PrinterMaterial Spec Sheet
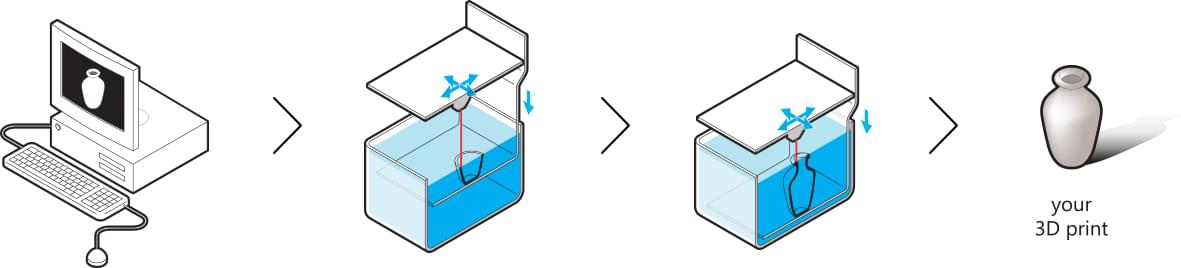
Stereolithography is used to build your design with this material.Starting from a 3D model, a model is built by cutting it into thin layers via specialized software. A support structure is created, where needed, in order to deal with overhangs and cavities. The process takes place in a large tank and begins when a layer of liquid polymer is spread over a platform. This machine then uses a computer controlled laser to draw the first layer onto the surface of a liquid polymer, which hardens where struck by the laser. The model is then lowered and the next layer is then drawn directly on top of the previous one. This is repeated until the model is finished. In this way, layer by layer, an object is вҖңdrawnвҖқ in the liquid by the beam, with the layers being consolidated throughout the process. When the object is complete, it is raised out of the tank via the supporting platform вҖ“ much like a submarine rising to the surface of the water вҖ“ with the excess liquid flowing away. The supports are removed manually after the model is taken from the machine.
|