3D printing has been of interest in the medical sector since the technology’s inception and is today used for a myriad of applications—from surgical guides and anatomical models to implants and tools. Recently, the technology has become especially important, providing support to local medics in times of great need. Selective laser sintering (SLS), specifically, has been an important tool in the medical AM world, supporting complex surgeries and procedures in the form of tools and visual aids.
While SLS 3D printing has many advantages—including material choice and print accuracy—one of the biggest benefits it offers is support-free printing. Using other 3D printing methods, like FDM and SLA, additional structures are generated to support the part’s geometry as it is printed. These support structures must then be removed using mechanical or chemical processes, which adds substantial time to overall production and can influence part quality.
In SLS, by contrast, it is the powder that supports each build layer, making it possible to produce complex models with various geometries and small details. This ability is especially useful in the medical industry, where there is a need for highly complex anatomical models based on tomography and other specialized imaging methods.

Is any technology suitable for printing medical models?
One of the most well-known advantages of 3D printing is its ability to print incredibly complex geometries—limited not by technical circumstances but by imagination. Printing technologies, however, differ greatly from each other due to differing materials, systems, design methods and layering approaches. Considering this, each application and 3D model should be considered individually, analyzed in terms of surface requirements, dimensional tolerance and mechanical properties.
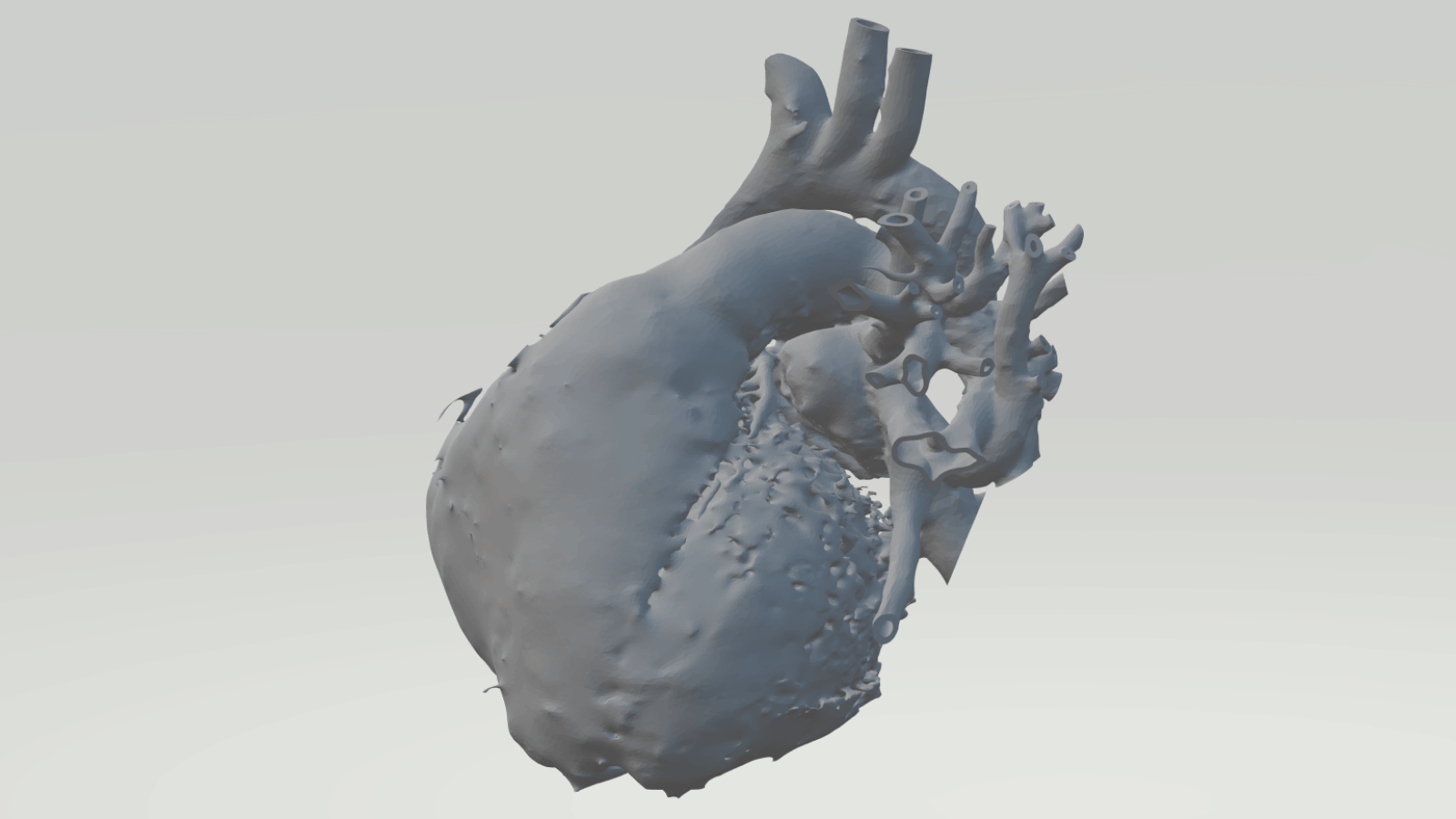
A vital factor when deciding what technology to use for a 3D model is whether it requires support structures and whether the removal process will hinder the part’s aesthetic properties or function. Many medical models are characterized by complex anatomical structures and internal features. In these cases, the choice of 3D printing technology can make or break the application. By comparing anatomical heart models 3D printed using various technologies, we will demonstrate how much of an impact supports can have on the final model’s quality and usability.

From left: heart models made of resin (SLA), ABS (FDM), PLA (FDM) and PA12 (SLS)

Influence of support structures on part geometry in SLA, FDM and SLS
In the image above are four 3D printed heart models made of resin (SLA), ABS (FDM), PLA (FDM) and PA12 (SLS). In the case of the FDM models, the support structures—generated automatically in a slicer—are quite dense and, due to the geometry of the model, numerous. Even soluble support structures, while easier to remove, interfere with the part surface, leaving behind traces. Additionally, some details on the side were not printed properly due to their small dimensions and the printed layers are clearly visible, obscuring details in the model that may have been important for medical reasons. Finally, the use of post-processing to smooth out the printed layers can result in loss of detail and part definition.
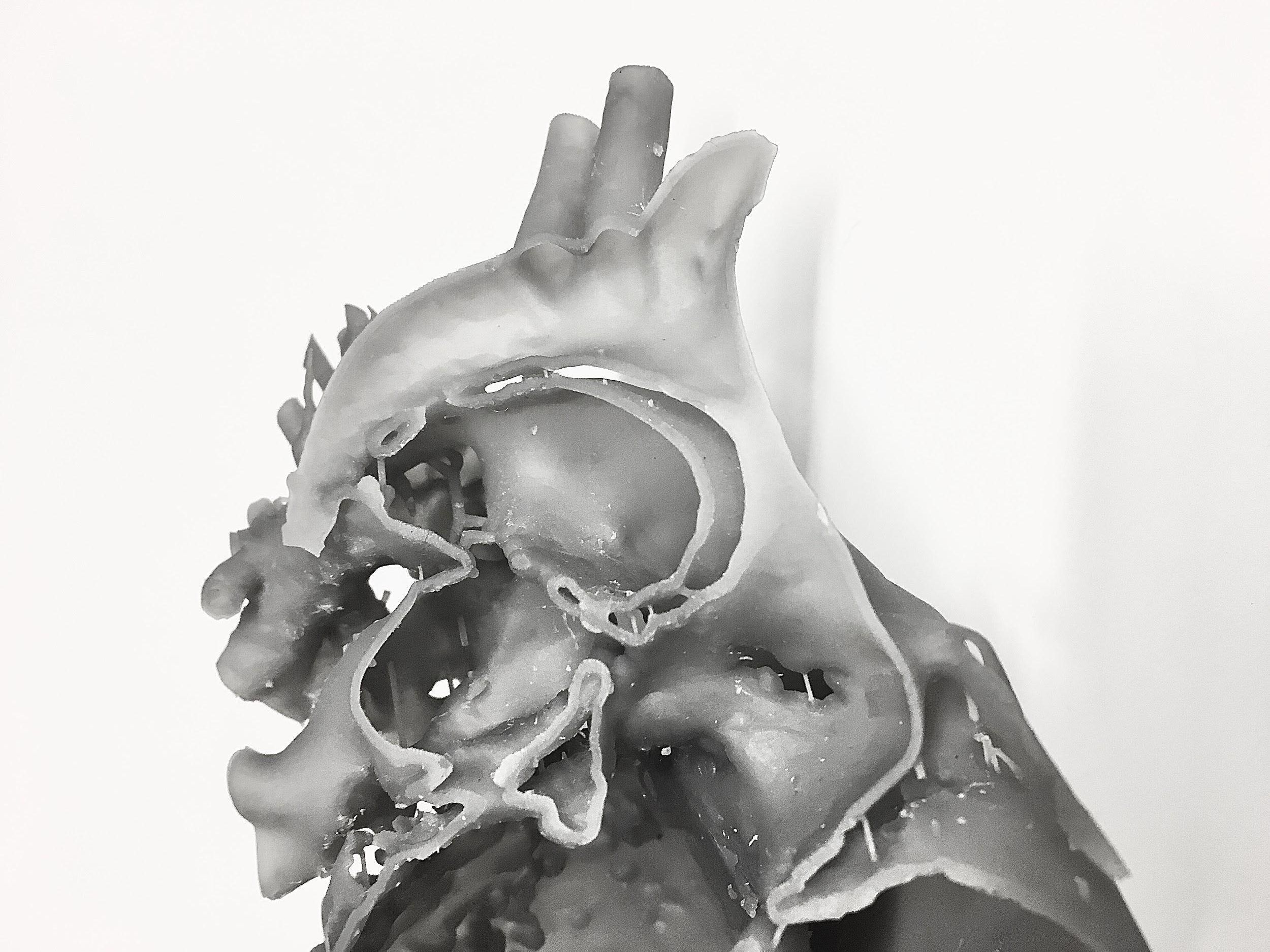
Looking at the SLA 3D printed heart model, both the surface and the mapping of elements are much neater. Nevertheless, some of the support structures were too large to be removed without damaging the model—this is especially true around the small protruding elements. The removal of SLA supports from the heart model resulted in marks and traces in areas that were difficult to reach without risking damage.
The SLS 3D printed model, by contrast, was printed as a single piece without the need for any support structures. This is thanks to the powder bed, which supports the model geometry as it is sintered. The support powder is subsequently removed from the part in the sandblaster. Overall, the SLS process created a model with superior detail to the FDM and resin models.



Post-processing
On top of potentially influencing the quality of the printed model, removing support structures takes time. In the case of the ABS and PLA heart models, some supports were removed easily while others were more challenging, even despite a great deal of effort and the use of specialized tools. The post-processing of the SLA model by contrast was fairly simple: the structures in the narrow space between the model surface and the base had to be cut off. Still, removing the supports without damaging the complex model was time consuming, and in the end traces of the supports remained. This was not an issue with the SLS model: the leftover powder from the model was simply removed and collected. From there, it could be refreshed (i.e. mixed in with new powder) and reused, making for easy post-processing and minimal waste.

Manufacturing on Demand
Surface quality
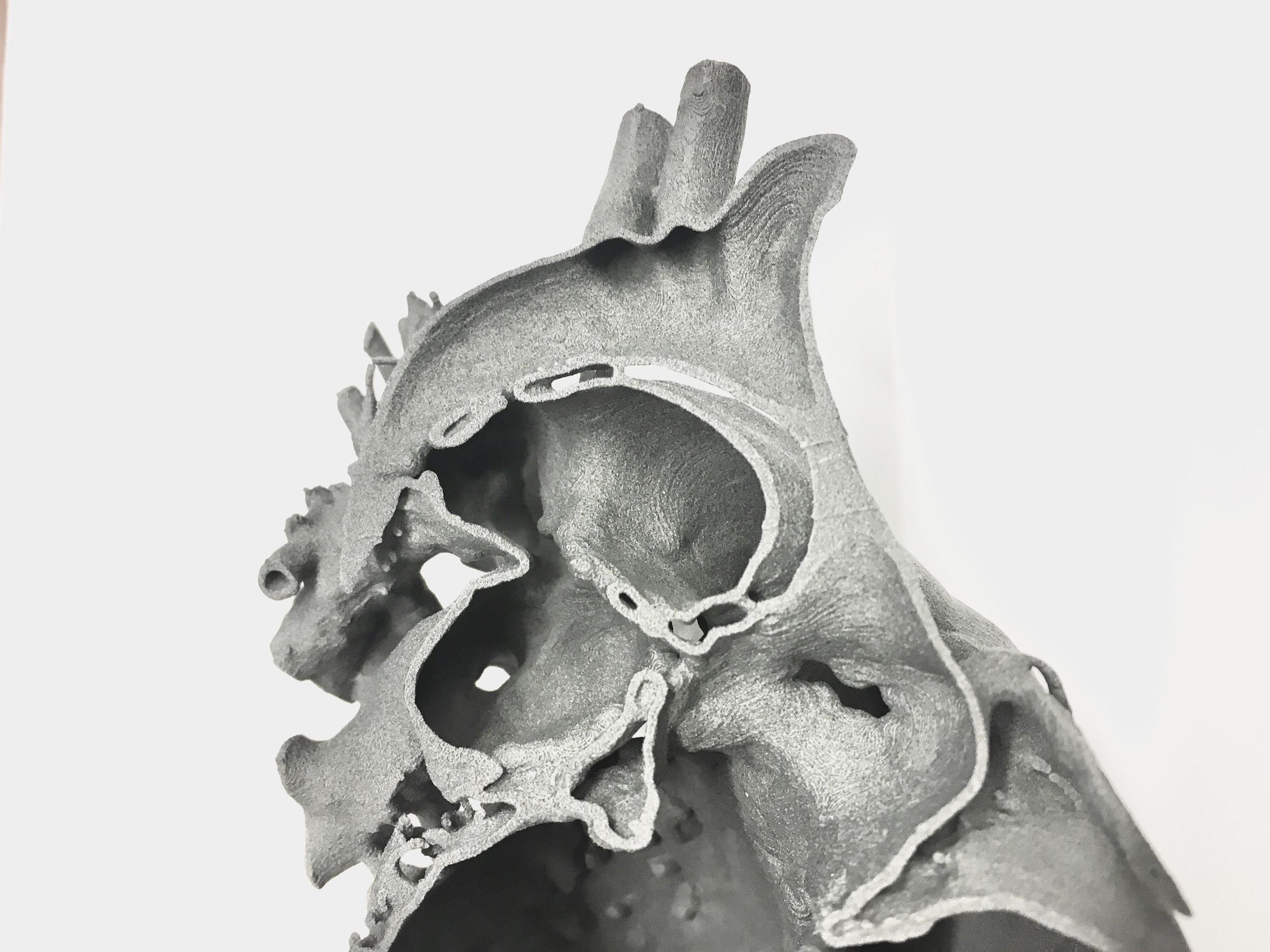
Looking at the surface quality of the final heart models, we will focus on the SLS and SLA models. (We will exclude the FDM models in this section: though the technology can create models with excellent surface quality, it was not achieved with such a complex part.) Unlike FDM, SLS and SLA technologies naturally have low layer visibility. Looking closely at the heart models, however, we see more defined detailed on the SLS model. The resin model is very smooth and many of the details have fused with support structures.




The SLS model has overall delivered the best surface results: the heart is not compromised by any surface traces or support structures, and does not bear any marks from mechanical intervention. Crucially, the internal geometry of the part is also high quality.
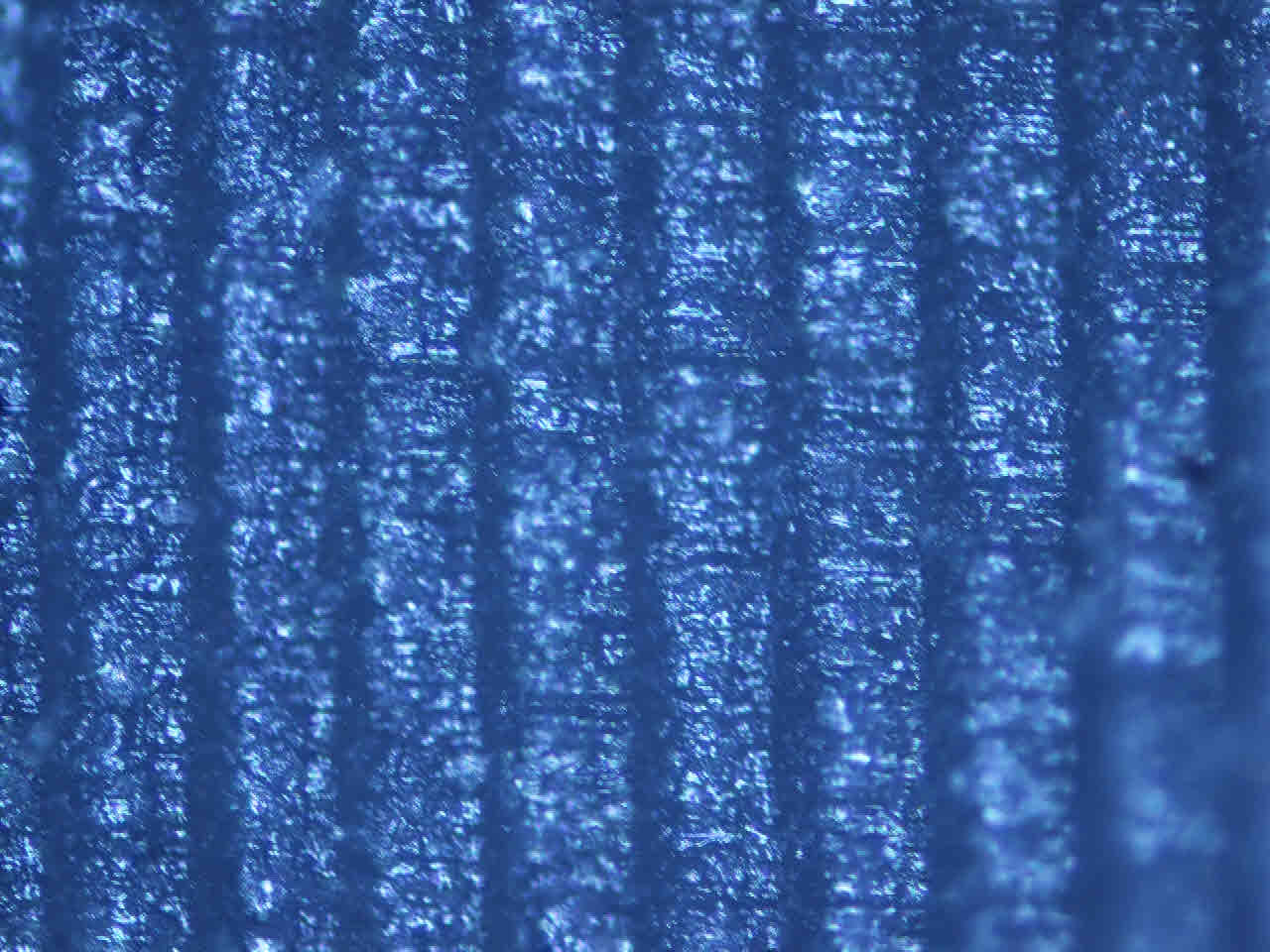
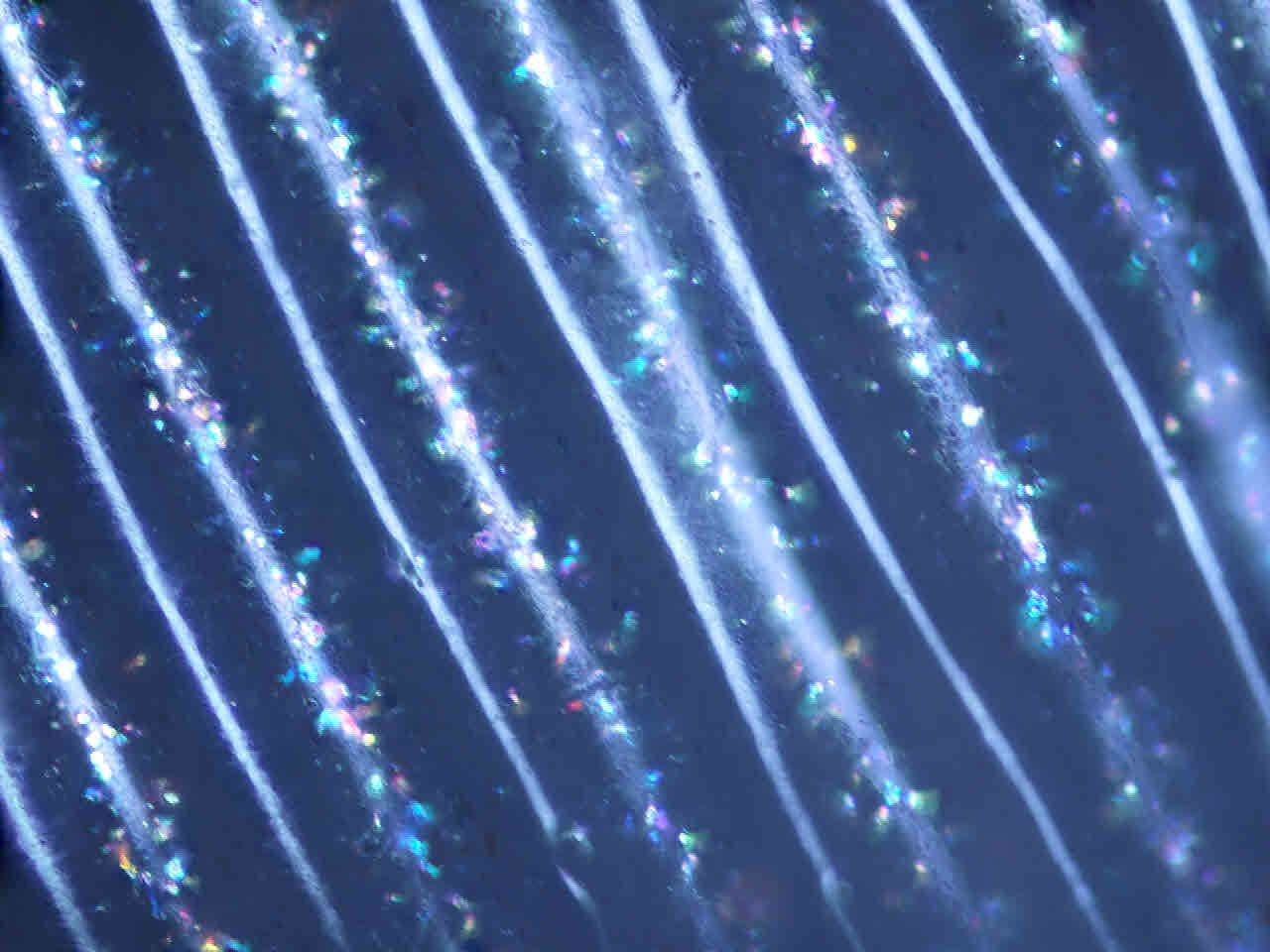
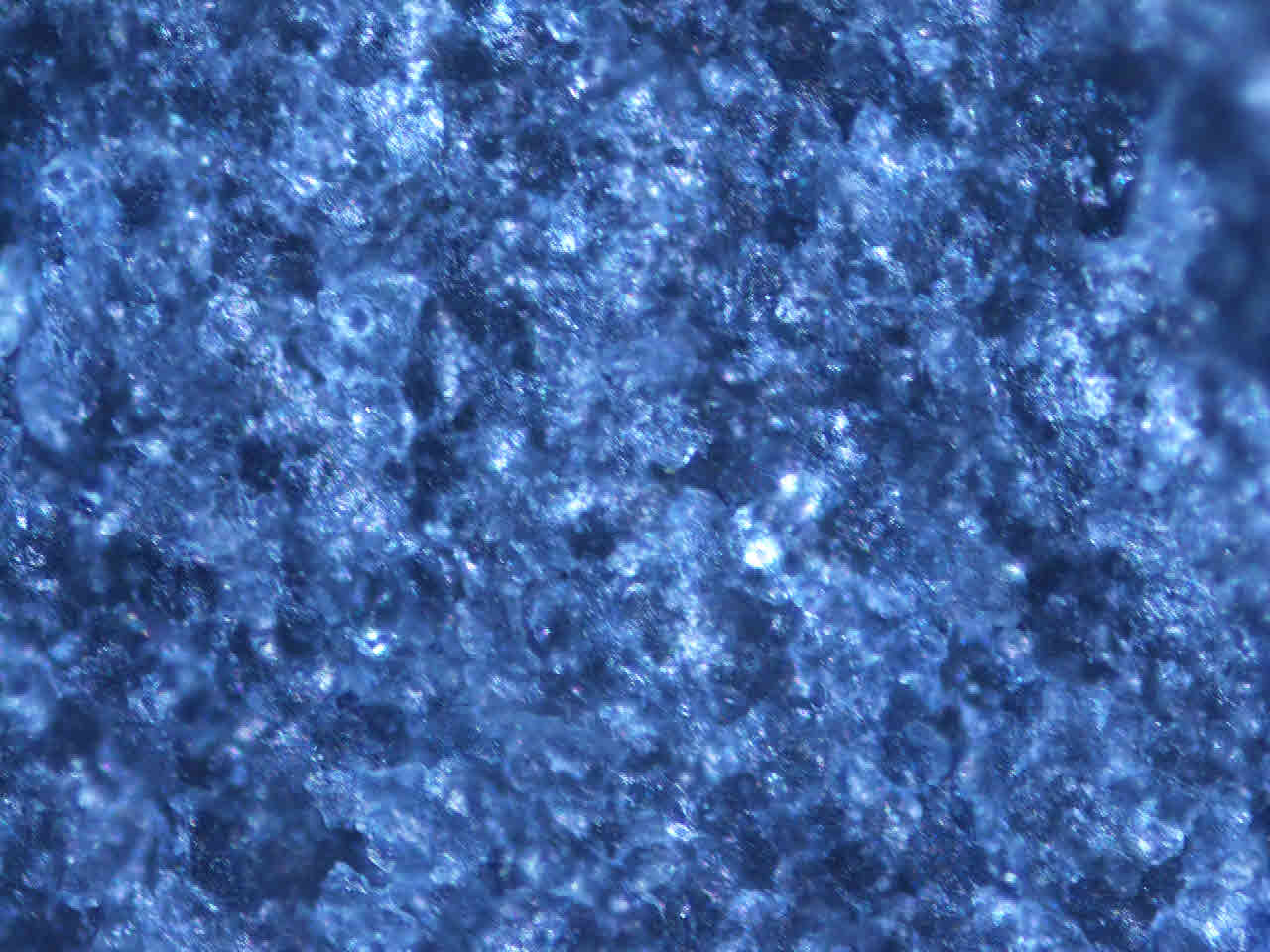
In medical applications, for both investigation and surgery preparation, the surface quality of the internal cavities is just as critical as the external features. Looking at the models under a microscope, the FDM part has large rounded layers visible on the surface (in fact, these are visible without the microscope). The SLA process uses very thin flat layers, which results in a smooth surface finish. Lastly, the SLS process results in a rough surface with no discernible layers. To the naked eye, SLS parts appear matte, smooth and layerless.

Geometric accuracy
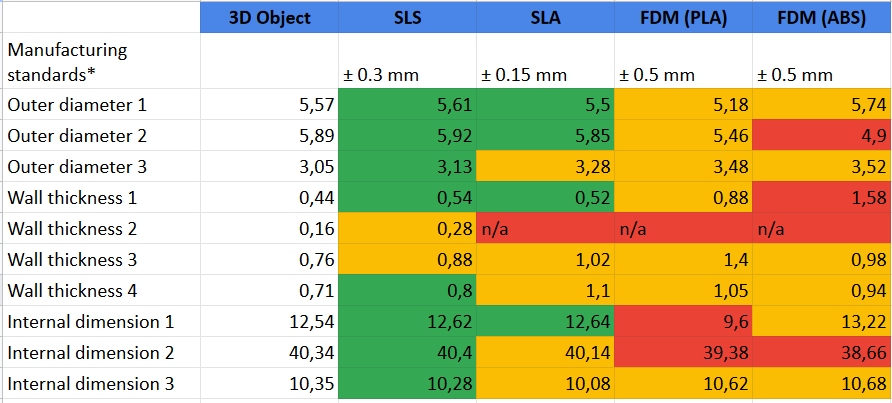
Supports also had an influence on the 3D printed heart models’ accuracy. On one level, the remnants from the support structures on the heart models reduced the print’s geometric accuracy. Additionally, there was too much additional material in some of the heart model’s cavities, making measurement impossible. In the case of the resin model, there was also an issue with curing: the material was not completely cured in the center of the model, which led to blurring.
The SLS model was far superior when it came to accuracy—in large part thanks to the lack of supports. The measurements on the SLS heart were within +/- 0.1mm, which is considered as high accuracy (the manufacturing standard according to 3D Hubs in SLS technology is +/- 0.3mm).
SLS, a perfect solution for medical models
SLS enables users to produce detailed geometries which are difficult—if not impossible—to achieve with other 3D printing processes. This is a valuable capability in the medical sector, where medical professionals benefit from highly accurate anatomic models when planning surgery or communicating a procedure to patients.
Time is also a vital factor in the medical industry. By eliminating the need for support removal post-processing, SLS technology can deliver anatomical parts in a timely manner, reducing wait times for parts and putting models into the hands of medical professionals faster. With Sinterit Lisa and the new range of printing accessories, it is easier to achieve high-quality, high-fidelity parts with complex geometries outside the scope of other printing technologies.

* This article is reprinted from 3D Printing Media Network. If you are involved in infringement, please contact us to delete it.
Author: Adrianna Kania
Leave A Comment
You must be logged in to post a comment