Over the past few months, we have been able (thanks to the very efficient marketing and partnerships team at Anycubic) to test several Anycubic systems, for both filament extrusion and photopolymerization technologies. While we have not had the opportunity to compare them with many other similarly priced systems, we sometimes feel we don’t need to. Every Anycubic system we’ve tried so far has far exceeded our expectations and they just keep getting better. The latest one that we had the opportunity to test is the new Anycubic Photon M3 Plus, which was released last March, together with the M3 and M3 Max (and with the filament extrusion systems Kobra and Kobra Max). It has been a very, very fun and positive experience, to the point that we now think that the M3 Plus’ competitors are not other similarly priced systems but even the much more expensive systems.
The only limit that we saw was that of the available materials, which is why we have worked with two material providers (3D Materials and Photocentric) to show that the Anycubic Photon M3 Plus LCD/LED photopolymerization technology can easily adapt to a wide range of durable, tough and generally high-performance materials, which means it can be even used for some serial production. All this at $699. That’s a bargain.
Unboxing
As you may have already been able to see with any Anycubic product, the company packs a tight ship. The Anycubic Photon M3 Plus comes in a package with everything you need to get started. Anycubic also sent 4 bottles of materials (transparent and white resin) to test. Because they were 500 grams bottles, we could not use them for the auto-feed mechanism so we ordered a 1Kg bottle of plant-based washable resin in addition.
Beside the automatic material feeding system, the machine’s kit of tools and accessories comes with a spatula, gloves, mask, power adaptor hex key, wi-fi antenna (more about that later) and a screen protector kit that is easy to apply bu following the instructions contained in the manual that you’ll find, along with the latest version of the Photon Workshop slicing software, in the USB key that comes with the tools. You will also find a sheet of paper that you can use for the super easy plate leveling process. The manual also has instructions to run an exposure test and make sure the LCD/LED lighting projection system is working properly.





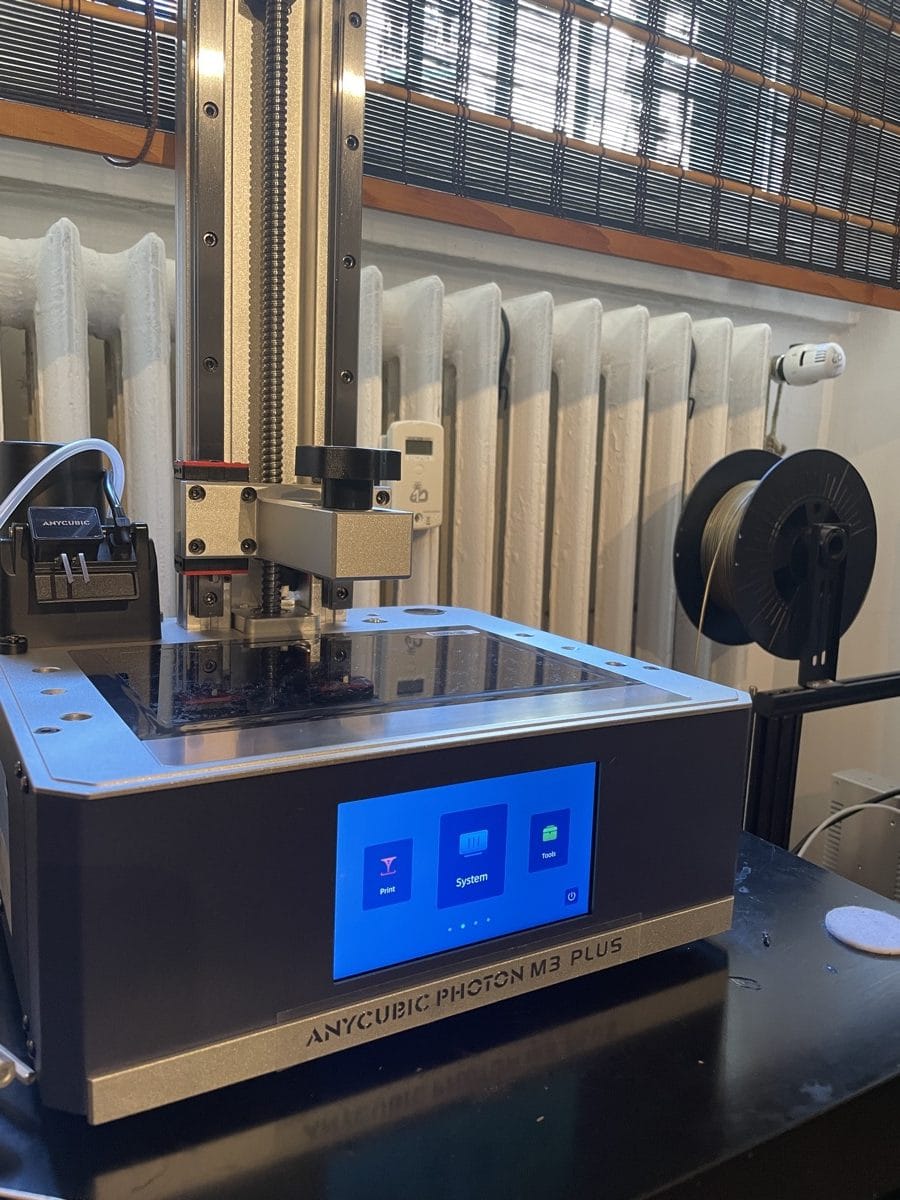

The Anycubic Photon M3 Plus is solid. While we are not mechanical experts, the entire system, including the software, immediately gives you the idea of high stability and sturdiness. Assembling it and levelling the plate is very easy and quick, just like with any other Anycubic Photon system. All you have to do is attach the vat and the build plate with three screws, apply a screen protector and the machine is ready to go. The full-color LED touch screen makes following all setup instructions even easier.
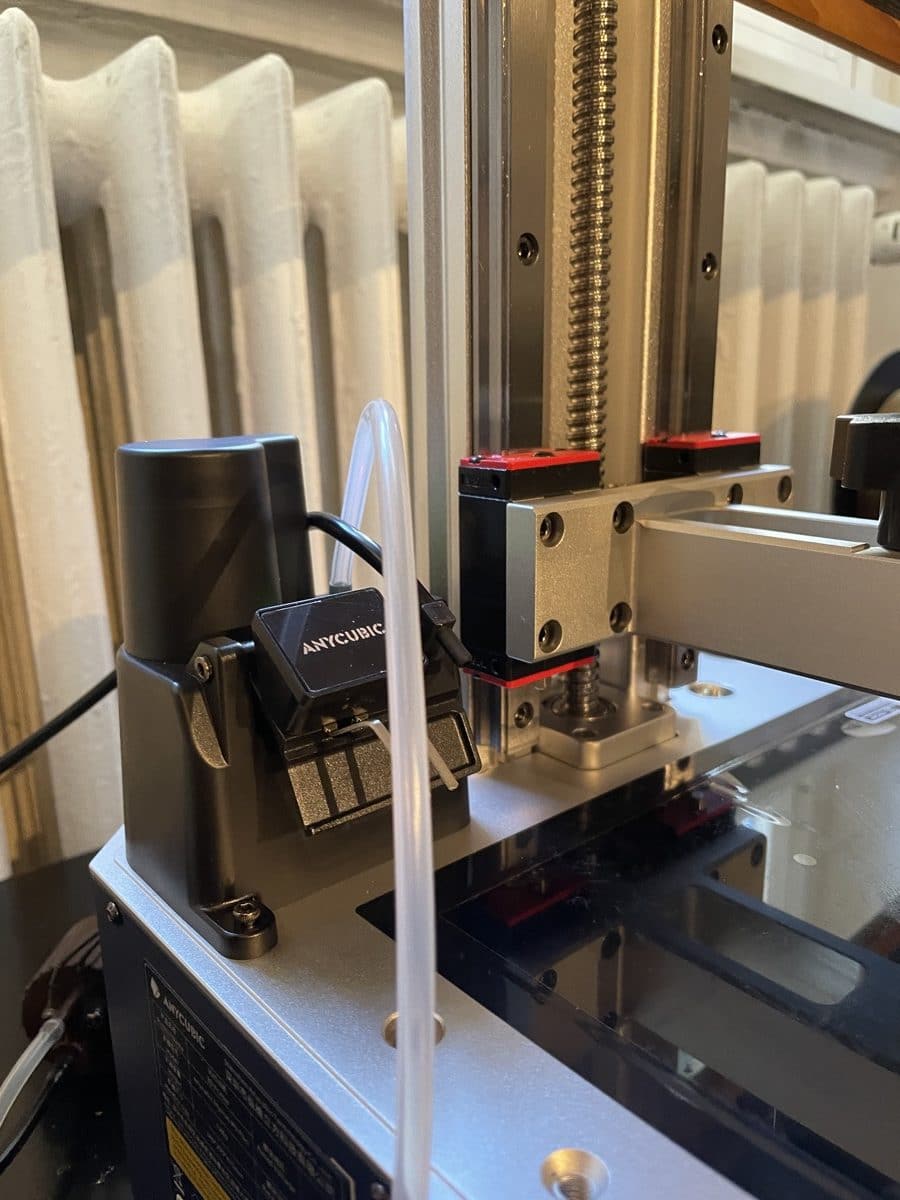
What makes the Anycubic Photono M3 Plus even more professional is the automated resin feeding system. Installing it is also very easy. There are just a few screws required to attach the sensors and pumping system to the base of the machine. Two sensors go in the vat to detect the level of materials available to print and the other two sensors screw into the top of a 1Kg material bottle to detect the level of material left to use. One rubber tube carries the materials from the bottle to the vat and the other carries the air. The only thing you have to consider is that the vat is large, which means that it will hold more than 500 grams of resin material. If the level goes below that threshold, the pump will refill it, which means that if you ever need to change the material you will have to handle a large quantity of resin and need to be prepared to do so with a capable funnel and filtering system.
Then again this is not a printer for little gadgets. It is a large machine for large parts or even several small parts in a basic production workflow, which probably means that you will be using a lot of material.


The software side of things
The Anycubic Photon M3 Plus settings are already present in the Anycubic Photon Workshop (V2.1.30) slicing software. The software itself is a fairly complete and easy-to-use tool, which enables you to easily adjust the part size and orientation. It can be used to add supports, automatically or manually (or a combination of both). What is entirely new about the Anycubic Photon M3 Plus is Wi-Fi connectivity and cloud support via the new Anycubic Cloud app.
Manufacturing on Demand
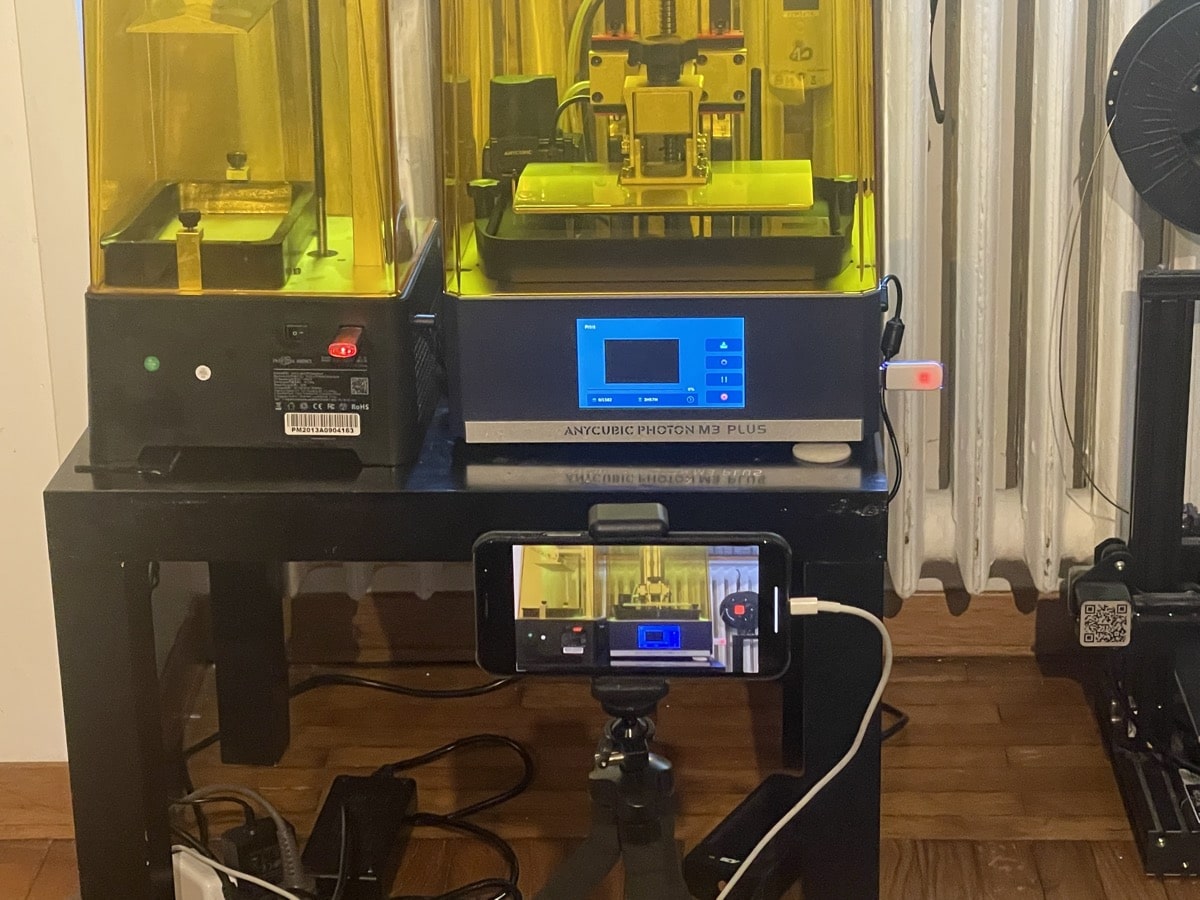
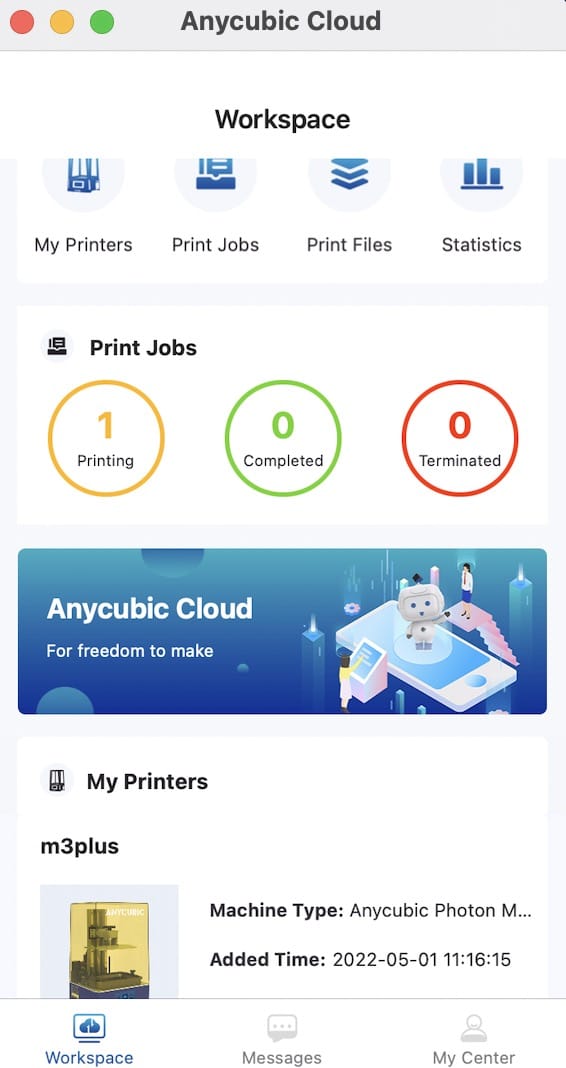 Wi-fi connectivity is very easy to set up from the 3D printer’s full-color LED touch screen. This will allow your machine to connect to the Anycubic Cloud in order to track progress and, if you install a webcam (not included), see your print’s progress. This would be necessary if you are running a production outfit.
Wi-fi connectivity is very easy to set up from the 3D printer’s full-color LED touch screen. This will allow your machine to connect to the Anycubic Cloud in order to track progress and, if you install a webcam (not included), see your print’s progress. This would be necessary if you are running a production outfit.
The App can be downloaded from any mobile App Store and it looks very nice on iOS. The macOS version is similar however it is only compatible with the latest systems running the M1 processor.
The process is very easy. All you have to do to add the printer is scan the QR code displayed in the relative section of the touch screen. However, the system did not initially recognize our printer so we had to upgrade the firmware to the latest version. You can easily find and download the latest firmware version from the Anycubic website and upload it using the USB drive provided with the machine. After the App is connected and you’ve registered to the ANycubic Cloud you can add multiple Wi-Fi printers and upload your sliced files directly from the Anycubic Workshop slicer.
Not for newbies
Let’s not pretend it’s all just fun and games. The M3 is a large machine and as such it uses a large quantity of difficult-to-handle resins. The water washable and plant-based materials we tested make it much easier but they are still difficult to clean and unpleasant to be in contact with. For example, you have to be very careful not to use a metal spatula when cleaning the vat because you might risk perforating the FEP film. If that happens, not only would you find yourself dealing with large quantities of material rapidly spreading rapidly around and inside your printer, your workbench and your floor, but will also have to replace the FEP film (and the protective sheet). This is not a quick and easy procedure.
Work for the money
We have been using the M3 Plus over a period of several weeks to print large parts and we did not run into any technical issues with the machine’s reliability and part repeatability, other than the cloud sometimes failing to connect.
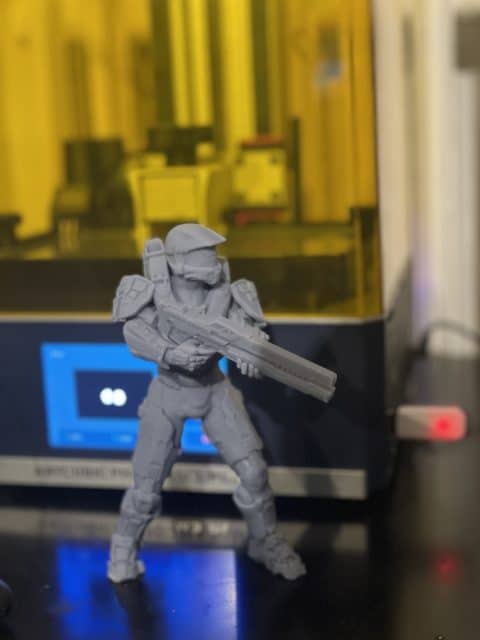
For one of the first large prints, we use the a 3D model of the popular videogame character Master Chief from the 3D model marketplace website Gambody. At $18.99, the high-quality model guarantees excellent printability via all major AM technologies (stereolithography, powder bed fusion and material extrusion), with different STLs for each technology. The results were perfect, both in terms of the 3D model’s details and the fact that it all printed the first time around, even without major adjustments other than finding the best orientation of the file and manually adding some supports. You can see Master Chief’s body section printing in the stop-motion video and the result in the photo gallery below.




Materially printing
As mentioned in the beginning of this article, for our test, we also had the opportunity to use a few different materials beyond the standard grey resins provided by Anycubic. We collaborated with two material companies: 3D Materials and Photocentric. 3D Materials is a South Korea-based developer of photopolymers for 3D printing leveraging nearly 30 years of industrial experience in UV Curable Polymers Material Sciences and Engineering.
We tested 3D Materials’ [SuperFast] range of products (we had Black, Grey and White, but other colors are also available) and they performed very well from the very start. They really are super fast, requiring minimal curing time, especially with the power of Anycubic’s M3 Plus system. In addition, they are all water washable, have a very low odor, and resulted in very precise parts, such as the chess pieces in the images below, with very little effort.
The company also develops more advanced materials (such as durable PP, Flexible Clear and HDT resins) and all its standard resins are certified and compliant with most global environmental safety rules, including RoHS (Restriction of Hazardous Substances), EPA Method 610 (Polycyclic Aromatic Hydrocarbons PAHs), California Proposition 65 – Phthalates Content and registered to the FDA. They support all major desktop photopolymerization 3D printers, providing specs for each platform and if they work as well as they did non the ANycubic M3 Plus they are definitely a valid option to keep in mind.

 The 3DMaterials resins printed right away and were actually superfast. We may have overdone it a bit on the supports, just to be safe, but every chess piece came out perfectly on the first try (the transparent ones in the top left image were printed using Anycubic resins while the black and white ones are from 3DMaterials).
The 3DMaterials resins printed right away and were actually superfast. We may have overdone it a bit on the supports, just to be safe, but every chess piece came out perfectly on the first try (the transparent ones in the top left image were printed using Anycubic resins while the black and white ones are from 3DMaterials).
The other material that we had the opportunity to try was the UV80 durable resin from Photocentric. For those who are not familiar with the company, Photocentric develops LCD 3D printers (the Magna series) and photopolymer materials (both UV and visible light-based) targeting very high throughput production. The company, which has main offices in the UK and in the US, also offers part production services and has been behind some recent mass production case studies. Its core business is materials, which Photocentric uses on its own printers but are also compatible with many other systems across several price categories.
The UV80 is an industrial resin that was developed for production on large systems and does require some more energy to fully cure. This meant that it took a few tries until we found the right curing settings. With the correct setting, the prints took considerably longer than both Anycubic’s or 3DMaterials’ resins but they were still fairly quick on the M3 Plus. In addition, although they are industrial materials, the resins have a much less unpleasant odor than other photopolymers used in industrial 3D printing. We were able to produce some very strong flexible parts, including functional clips of various sizes, with a surface finish and feel that closely resembled injection molded polyurethane.
* This article is reprinted from 3D Printing Media Network. If you are involved in infringement, please contact us to delete it.
Author: Davide Sher
Leave A Comment
You must be logged in to post a comment