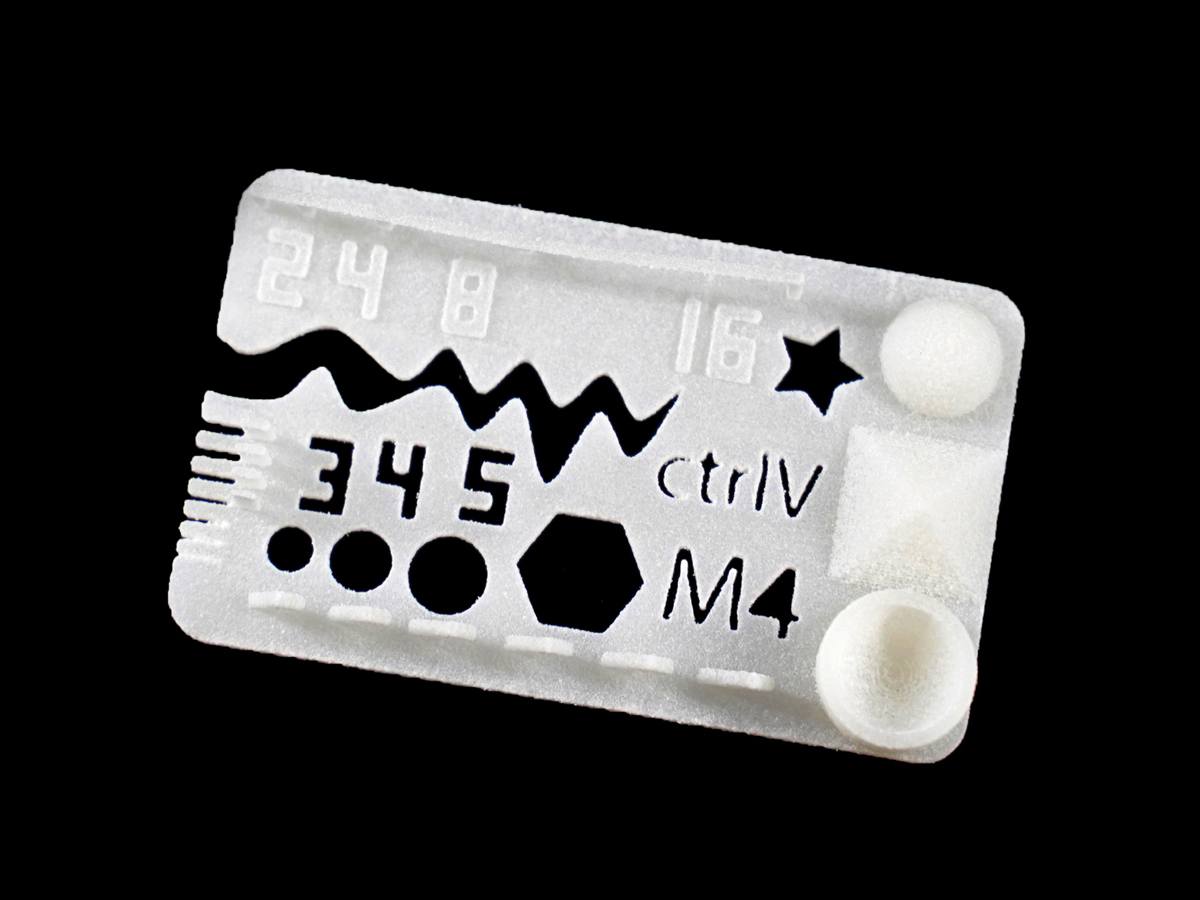
SLS Nylon PA11PA11 Nylon 11 is a high-performance, bio-based nylon material for functional prototyping and small batch production. It has better flexibility than PA12, and it’s suitable for printing parts that need to bend or resist impact. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.1 mm Optional Layer Heights 0.1 mm Tolerance ┬▒0.2% (with a lower limit of ┬▒0.2 mm) Up to 151 Ōäā Smooth ŌśģŌśģŌśģ Detail ŌśģŌśģŌśģ Accuracy ŌśģŌśģŌśģ Rigidity ŌśģŌśģ Flexibility ŌśģŌśģŌśģŌśģ Available ColorsWhite
Available Post ProcessPaint
, Dyeing
Suitable For Functional prototypes and end products, Not Suitable For Fine-detail models with smooth surfaces, Additional InfoThe high-performance plastic polyamide 11 (PA 11) is made from 100% renewable castor beans. PA 11, also known as nylon, is chemically and mechanically heat-resistant and is ideally suited for highly technical applications thanks to its durability. EOS materials of this class are an efficient, impact-resistant alternative to the plastics ABS or PA6, which have proven their value in injection molding. The additively manufactured end products are just as strong, flexible and durable as molded parts. Fields of application:
Feature
3D PrinterMaterial Spec Sheet
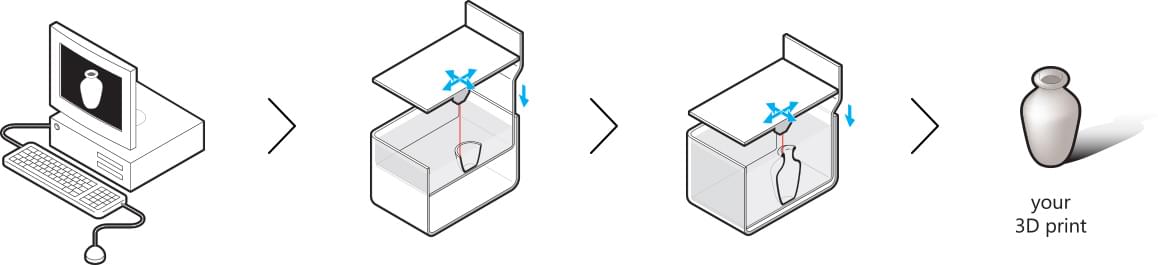
Laser sintering is used to build your design with this material. The models are printed layer by layer by a laser that draws thin lines in the powder, which melts and bonds it together in order to form a thin layer of the model. After a layer is printed, a new layer of fresh powder is spread over the surface by a roller. The printer has a print chamber that is heated to just below the melting point of the powder; the laser beam adds the extra energy to melt the powder, forming a solid model. After a print job is finished, the result is a big block of heated powder with the printed models contained inside.
|