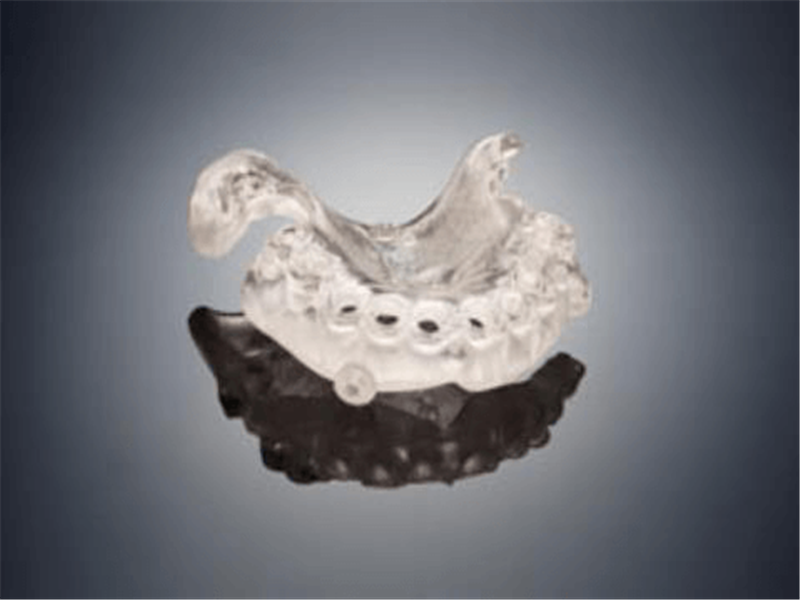
PolyJet Bio-Clear ResinStratasys MED610 Biocompatible MED610 is a rigid medical rapid prototyping material ideal for medical and dental applications requiring prolonged patient contact. Max Build Size Min Build Size 2 x 2 x 2 mm Default Layer Height 0.016 mm Optional Layer Heights 0.016 mm Tolerance Вұ0.2% (with a lower limit of Вұ0.2 mm) Up to 45 в„ғ Smooth вҳ…вҳ…вҳ…вҳ…вҳ… Detail вҳ…вҳ…вҳ…вҳ… Accuracy вҳ…вҳ…вҳ…вҳ… Rigidity вҳ…вҳ…вҳ… Flexibility вҳ…вҳ…вҳ… Available ColorsTranslucent
Available Post ProcessSuitable For Functional prototypes and end products, Not Suitable For Large models, Additional InfoBiocompatible MED610, a PolyJet photopolymer, is a rigid material offering transparency and direct patient contact. Rapidly prototype medical and dental products including dental implant surgical guides and surgical orthopedic guides. VeroGlaze, MED620, an opaque material with A2 shading provides the best color match in the dental industry. Biocompatible MED610 and MED620 materials are ideal for medical and dental applications requiring precise visualization and prolonged skin contact, up to 30 days skin contact and up to to 24 hours mucosal membrane contact. Biocompatible material has five medical approvals including cytotoxicity, genotoxicity, delayed type hypersensitivity, irritation and USP plastic class VI.
Feature
3D PrinterMaterial Spec Sheet
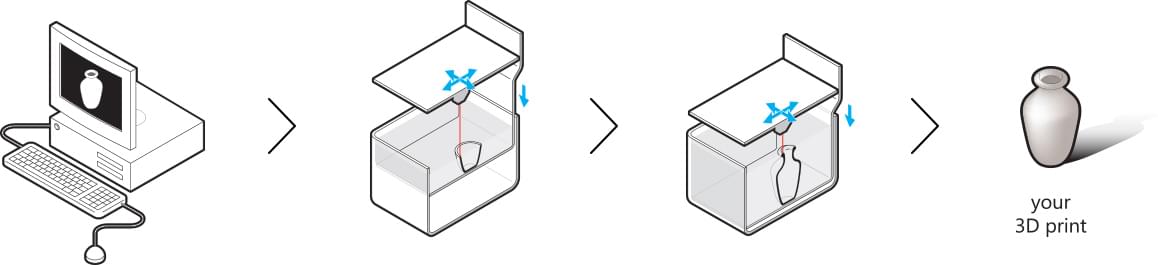
PolyJet prototyping technology is used to build your design with this material. Stratasys’ patented PolyJet inkjet technology works by jetting photopolymer materials in ultra-thin layers onto a build tray, layer by layer until the model is completed. Each photopolymer layer is cured by UV light immediately after being jetted, producing fully cured models that can be handled and used immediately. The gel-like support material, which is specially designed to support complicated geometries, can easily be removed by hand and water jetting.
|