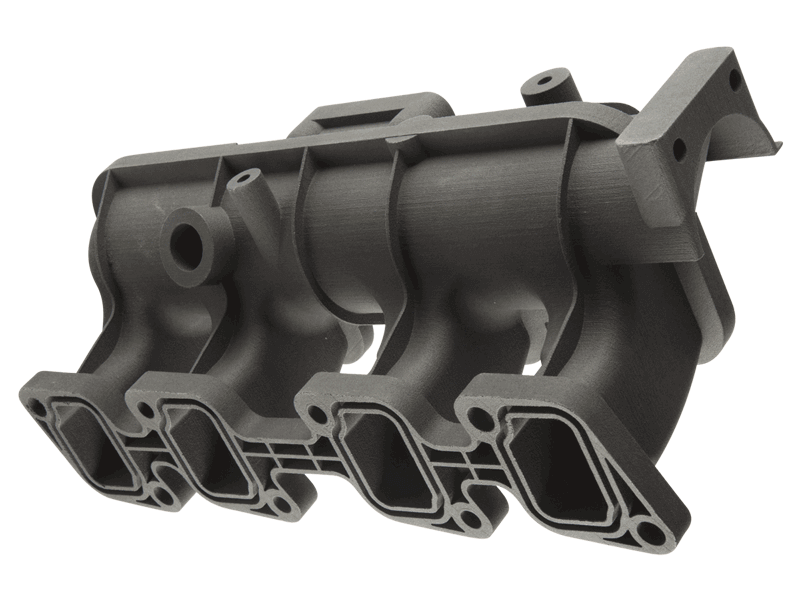
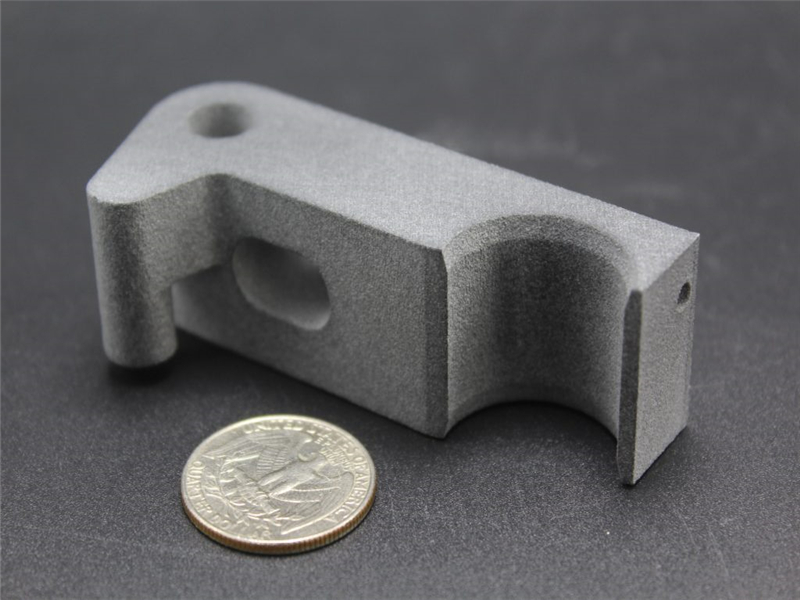
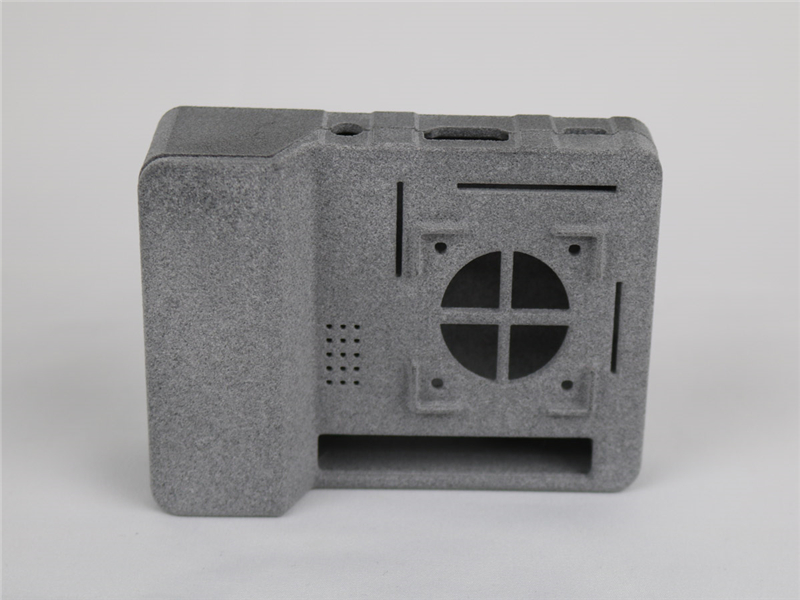
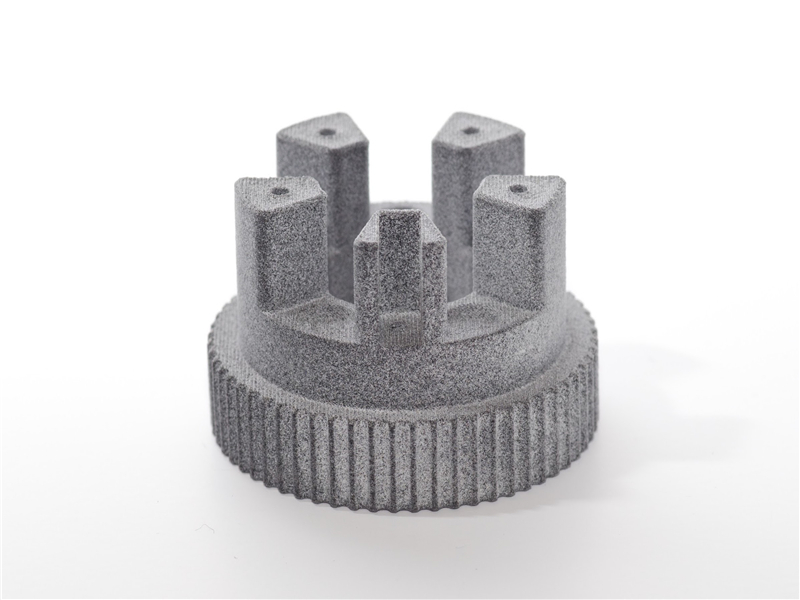
MJF Nylon PA12HP 3D High Reusability PA 12 This nylon material has excellent mechanical properties, with strength and density exceeding that of parts produced on other powder bed printing technologies. The strength makes it an excellent choice for functional parts, such as drone parts, RC cars, mechanical fixtures, camera mounts and phone cases. The surface is semi-glossy and somewhat granular, also making it a great material for jewelry, home decor, toys and games. HP Nylon Plastic can be thought of as a general use plastic that has a wide range of applications. Max Build Size Min Build Size 3 x 3 x 3 mm Default Layer Height 0.08 mm Optional Layer Heights 0.08 mm Tolerance ┬▒0.3% (with a lower limit of ┬▒0.3 mm) N/A Smooth ŌśģŌśģŌśģŌśģ Detail ŌśģŌśģŌśģŌśģ Accuracy ŌśģŌśģŌśģŌśģ Rigidity ŌśģŌśģŌśģŌśģ Flexibility ŌśģŌśģŌśģŌśģ Available ColorsGrey
, Painted
Available Post ProcessPaint
, Dyeing
Suitable For Functional prototypes and end products, Not Suitable ForAdditional InfoThicker models are more difficult to bend Flexibility depends on the structure and design of the model. The thicker you make something, the less flexible it will be. Print lines or “Stepping” Depending on the shape of your model and orientation in the print tray, you might see print lines, or ŌĆ£steppingŌĆØ phenomena on your model, which is a natural artifact of 3D printing. 3D printing works by printing layer by layer, and while our layers are around 0.08mm thin, there is a “step” between each layer, much like a staircase.
Feature
3D PrinterMaterial Spec Sheet
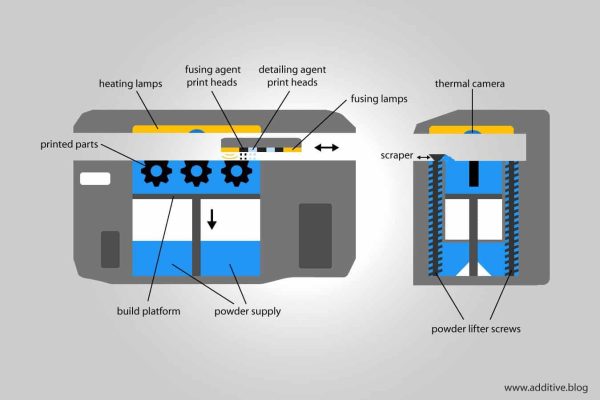
In this process a fusing agent is applied on a material layer where the particles are destined to fuse together. Then a detailing agent is applied to modify fusing and create fine detail and smooth surfaces. To finish, the area is exposed to energy that will lead reactions between the agents and the material to create the part. When the printing process is complete, the build box is removed from the printer. An operator carefully extracts the parts from the build box and removes the remaining powder thanks to brushes and air blowers.
|