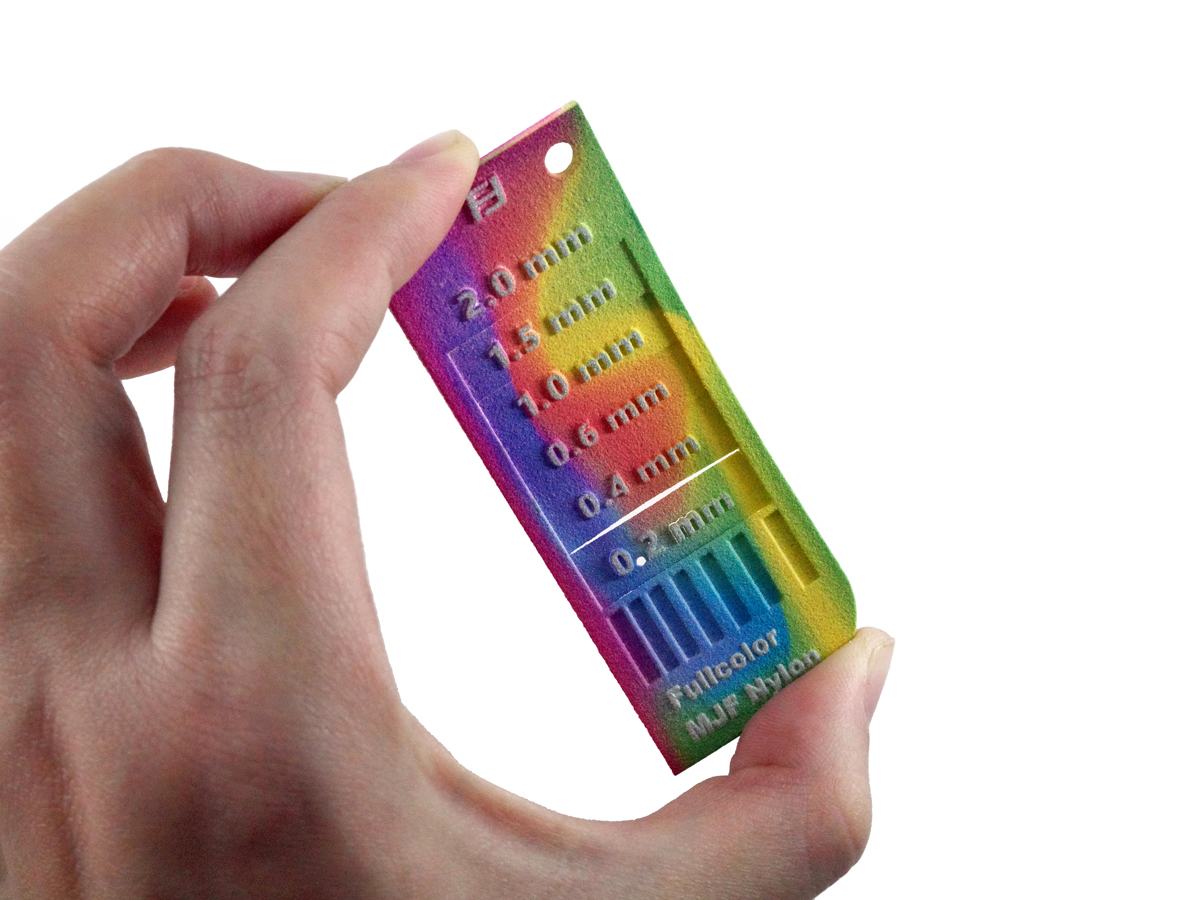
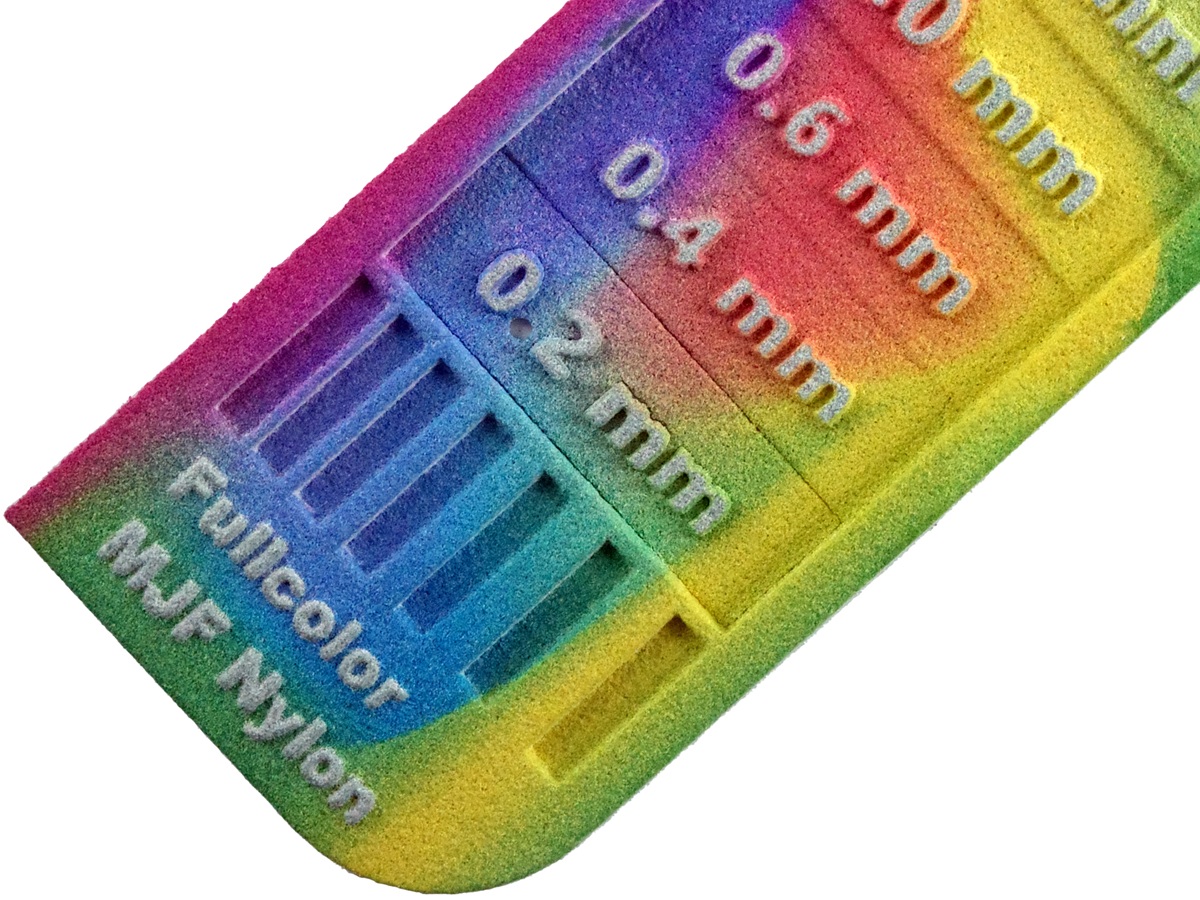
 MJF Full-Color NylonHP 3D High Reusability CB PA12 Produce functional parts in full color in a fraction of the time with HP industrial color or mono 3D printers, ideal for color and white parts like jigs, fixtures, labeling, presentation models, functional prototypes. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.08 mm Optional Layer Heights 0.08 mm Tolerance ôÝ0.2% (with a lower limit of ôÝ0.2 mm) Up to 90 ã Smooth ã ã ã Detail ã ã ã Accuracy ã ã ã ã Rigidity ã ã ã Flexibility ã ã ã ã Available ColorsColorful
Available Post ProcessSuitable For Functional prototypes and end products, Not Suitable For Complex designs with intricate details, Additional InfoãÂã Robust thermoplastic produces high-density parts with balanced property profiles and strong structures
Feature
3D PrinterMaterial Spec Sheet
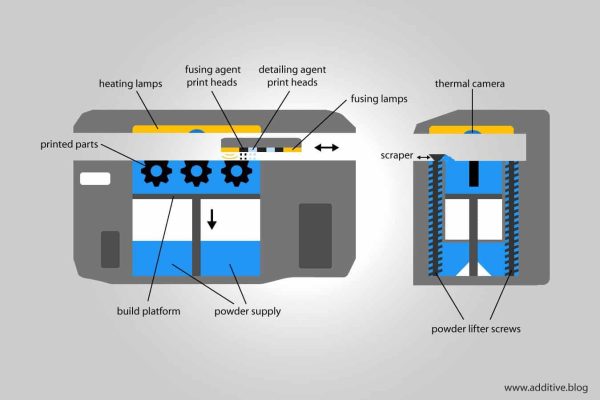
In this process a fusing agent is applied on a material layer where the particles are destined to fuse together. Then a detailing agent is applied to modify fusing and create fine detail and smooth surfaces. To finish, the area is exposed to energy that will lead reactions between the agents and the material to create the part. When the printing process is complete, the build box is removed from the printer. An operator carefully extracts the parts from the build box and removes the remaining powder thanks to brushes and air blowers.
|