|
Stratasys VeroClear 3D print translucent parts, or combine with colors for stunning transparent shades ideal for prototyping consumer products and medical devices. Max Build Size Min Build Size 2 x 2 x 2 mm Default Layer Height 0.016 mm Optional Layer Heights 0.016 mm Tolerance ┬▒0.2% (with a lower limit of ┬▒0.2 mm) Up to 45 Ōäā Smooth ŌśģŌśģŌśģŌśģŌśģ Detail ŌśģŌśģŌśģŌśģŌśģ Accuracy ŌśģŌśģŌśģŌśģ Rigidity ŌśģŌśģŌśģ Flexibility ŌśģŌśģŌśģ
Translucent VeroClear lets designers form and fit test see-through parts and prototypes. The rigid PolyJet material is ideal for concept modeling and design verification of clear and tinted parts such as glass consumer products, eyewear, light covers and medical devices. VeroClear is a translucent, multi-purpose PolyJet photopolymer for clear plastics simulation. It offers high dimensional stability and surface smoothness, and the ability to blend with other materials for a range of opacities, hues and hardnesses. Most often used for form and fit evaluation, VeroClear lets designers visualize the placement and interface of internal components and features. Watertight Foodsafe Glueable Recycleable Biocompatible Biodegradable Flame Retardant Conductive
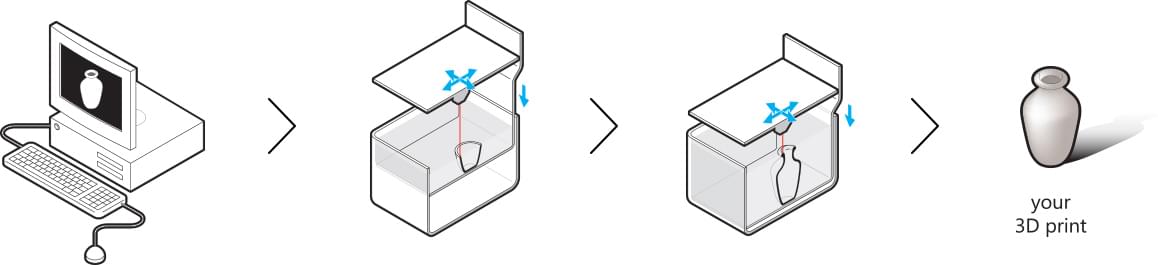
PolyJet prototyping technology is used to build your design with this material. Stratasys' patented PolyJet inkjet technology works by jetting photopolymer materials in ultra-thin layers onto a build tray, layer by layer until the model is completed. Each photopolymer layer is cured by UV light immediately after being jetted, producing fully cured models that can be handled and used immediately. The gel-like support material, which is specially designed to support complicated geometries, can easily be removed by hand and water jetting.
|
You are not allowed to view this content.
You are not allowed to view this content.
You are not allowed to view this content.
You are not allowed to view this content.
You are not allowed to view this content.

You are not allowed to view this content.
You are not allowed to view this content.

