FDM Polymide Nylon PA6-CFPolymaker Polymide PA6-CF PolyMide‚ĄĘ PA6-CF is a carbon fiber reinforced PA6 (Nylon 6) filament. The carbon fiber reinforcement provides significantly improved stiffness, strength and heat resistance with outstanding layer adhesion. Max Build Size Min Build Size 8 x 8 x 8 mm Default Layer Height 0.2 mm Optional Layer Heights 0.1, 0.2 mm Tolerance ¬Ī0.2% (with a lower limit of ¬Ī0.2 mm) Up to 173 ‚ĄÉ Smooth ‚ėÖ‚ėÖ‚ėÖ Detail ‚ėÖ‚ėÖ‚ėÖ Accuracy ‚ėÖ‚ėÖ‚ėÖ Rigidity ‚ėÖ‚ėÖ‚ėÖ‚ėÖ‚ėÖ Flexibility ‚ėÖ Available ColorsBlack
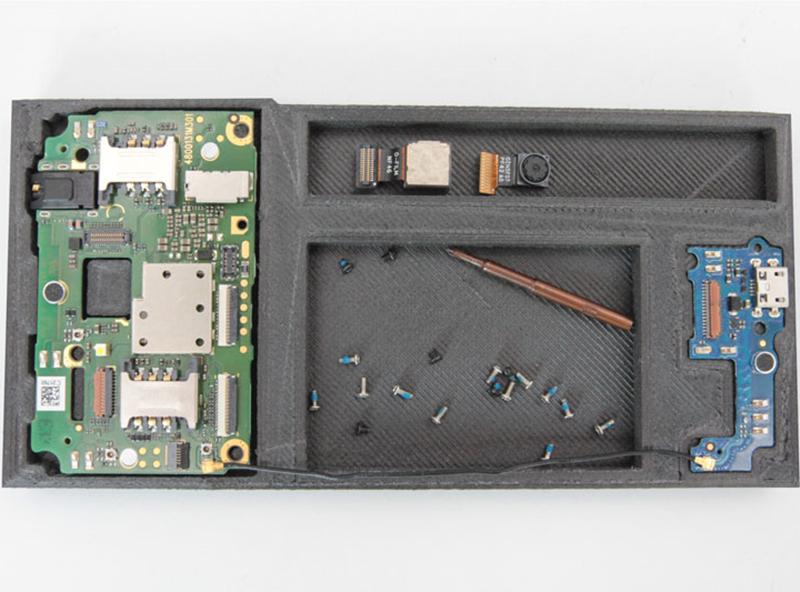
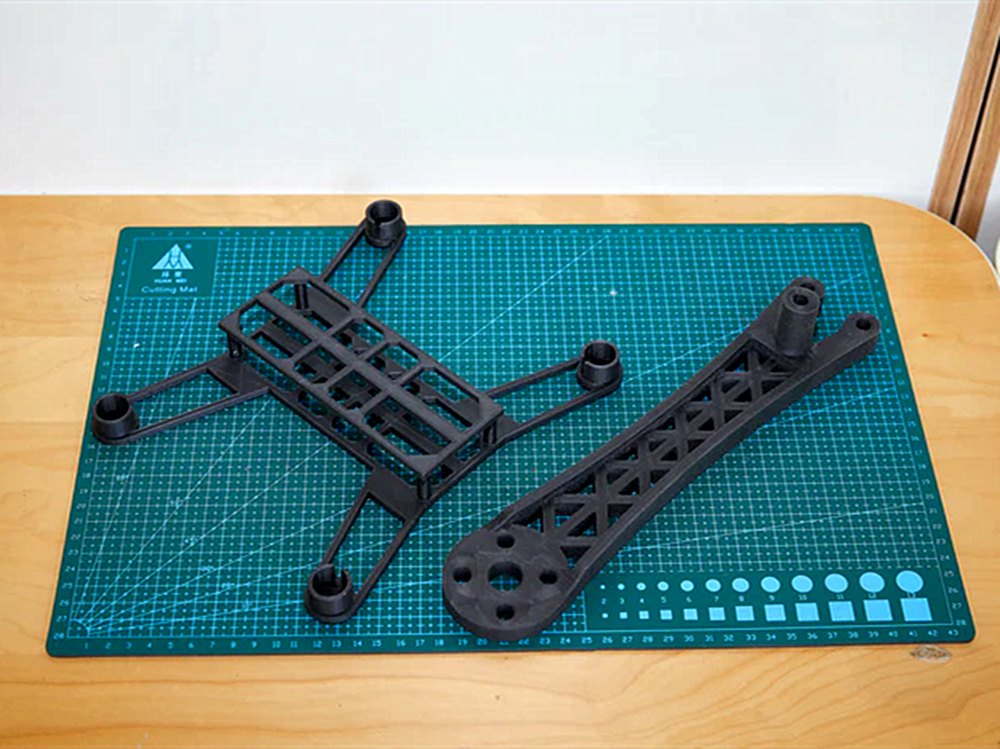
Available Post ProcessSuitable For Functional prototypes and end products, Not Suitable For Complex designs with intricate details, Additional InfoPolyMide‚ĄĘ is a family of Nylon/polyamide based filaments. Produced with Polymaker‚Äôs Warp-Free‚ĄĘ technology, PolyMide‚ĄĘ filaments deliver engineering properties intrinsic to Nylon and ease of printing. PolyMide‚ĄĘ PA6-CF is a carbon fiber reinforced PA6 (Nylon 6) filament. The carbon fiber reinforcement provides significantly improved stiffness, strength and heat resistance with outstanding layer adhesion.
Feature
3D PrinterMaterial Spec Sheet
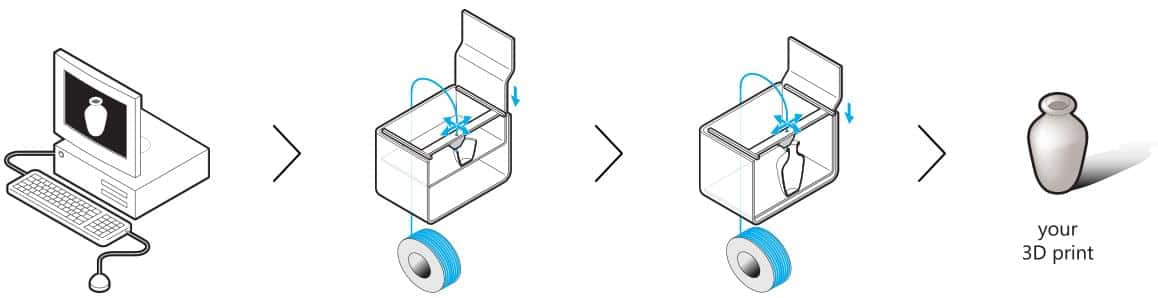
Fused Deposition Modeling is used to build your design with this material. The principle is simple. You can compare it with a hot glue gun into which you put sticks of glue. The glue is heated up until it melts and is then pushed through a fine nozzle in the front of the glue gun. In an FDM printer, a long plastic wire is used in place of glue. It is fed from a spool to the nozzle where the material is liquefied and ‚Äėdrawn‚Äô on the platform where it immediately hardens again. The nozzle moves to drop the material at the correct location, drawing your model line by line. When a layer is drawn, the platform lowers by one layer thickness so the printer can start with the next layer. When your model contains overhanging sections, the printer needs to build supporting material. Since the material of the model cannot be deposited in the air, the support material prevents it from falling down. This support material is fed through another nozzle. Afterward, when the model is put into a bath with special soap, the support material dissolves.
|