FDM Stratasys ABS-ESD7Stratasys ABS-ESD7 Durable, static-dissipative FDM material for end-use electronic parts, jigs and fixtures and fuel containers. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.15 mm Optional Layer Heights 0.15 mm Tolerance ôÝ0.2% (with a lower limit of ôÝ0.2 mm) Up to 96 ã Smooth ã ã Detail ã ã ã Accuracy ã ã ã ã Rigidity ã ã ã ã Flexibility ã ã ã ã Available ColorsBlack
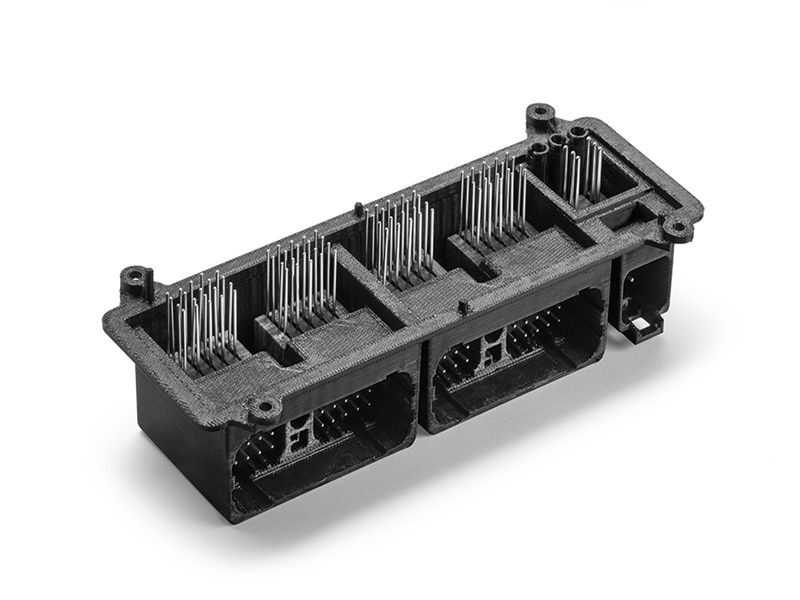
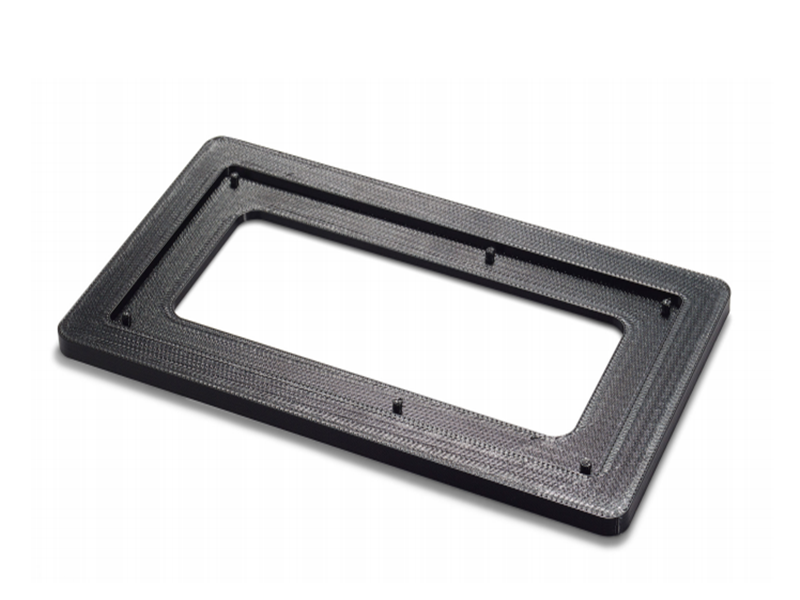
Available Post ProcessSuitable For Functional prototypes and end products, Not Suitable For Complex designs with intricate details, Additional InfoBased on FDM material ABS-M30, ABS-ESD7 prevents a buildup of static electricity for end-use components, electronic products, industrial equipment and jigs and fixtures for assembly of electronic components. ABS-ESD7 offers FDM strength on the Fortus 380mc/450mc and Fortus 900mc 3D Production Systems along with static-dissipation. Electronics manufacturers can expand the use of 3D printing onto the assembly line with this durable material that works with soluble support removal, enabling complex parts with no extra effort.
Feature
3D PrinterMaterial Spec Sheet
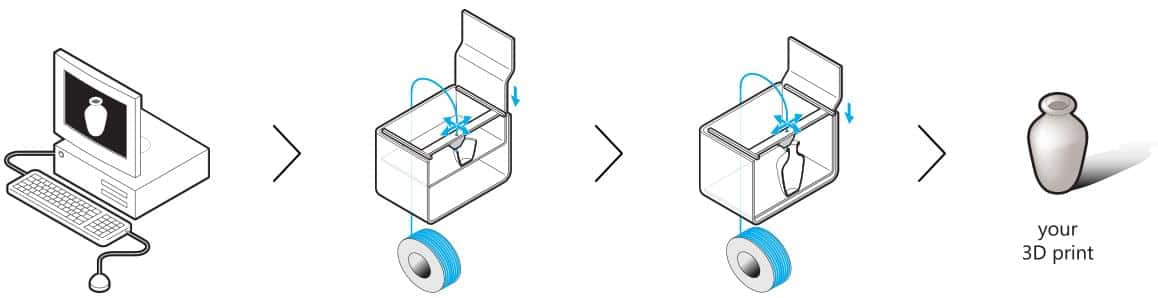
Fused Deposition Modeling is used to build your design with this material. The principle is simple. You can compare it with a hot glue gun into which you put sticks of glue. The glue is heated up until it melts and is then pushed through a fine nozzle in the front of the glue gun. In an FDM printer, a long plastic wire is used in place of glue. It is fed from a spool to the nozzle where the material is liquefied and ãdrawnã on the platform where it immediately hardens again. The nozzle moves to drop the material at the correct location, drawing your model line by line. When a layer is drawn, the platform lowers by one layer thickness so the printer can start with the next layer. When your model contains overhanging sections, the printer needs to build supporting material. Since the material of the model cannot be deposited in the air, the support material prevents it from falling down. This support material is fed through another nozzle. Afterward, when the model is put into a bath with special soap, the support material dissolves.
|