DMLS Titanium Ti64EOS Ti64 Titanium components exhibit a homogeneous, nearly poreless texture, whereby the mechanical characteristic values lie within the range of the material specifications. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.05 mm Optional Layer Heights 0.05 mm Tolerance ┬▒0.2% (with a lower limit of ┬▒0.2 mm) N/A Smooth ŌśģŌśģŌśģ Detail ŌśģŌśģŌśģŌśģ Accuracy ŌśģŌśģŌśģŌśģ Rigidity ŌśģŌśģŌśģŌśģŌśģ Flexibility ŌśģŌśģŌśģ Available ColorsMetal
Available Post ProcessPolish
Suitable For Functional prototypes and end products, Not Suitable For Large models, Additional InfoThe pricing for Titanium is based on: – Model volume: The volume of your model is used to calculate the material cost (mm┬│) – The box around your model: An imaginary box around your model determines how much space your design will take up in the printer (X * Y * Z = mm┬│) – Model surface For Titanium, we charge a minimum price per ordered piece. Unlike the startup cost (which is applied to most materials), this cost vanishes when the price is higher than the minimum price. If you order two or more copies of a model, the price automatically decreases because the preparation of multiple copies can be carried out more efficiently.
Feature
3D PrinterMaterial Spec Sheet
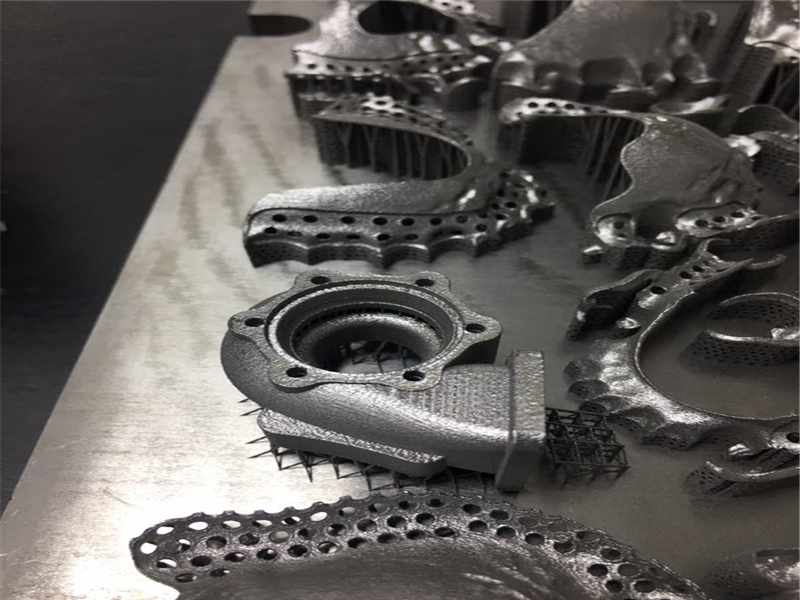
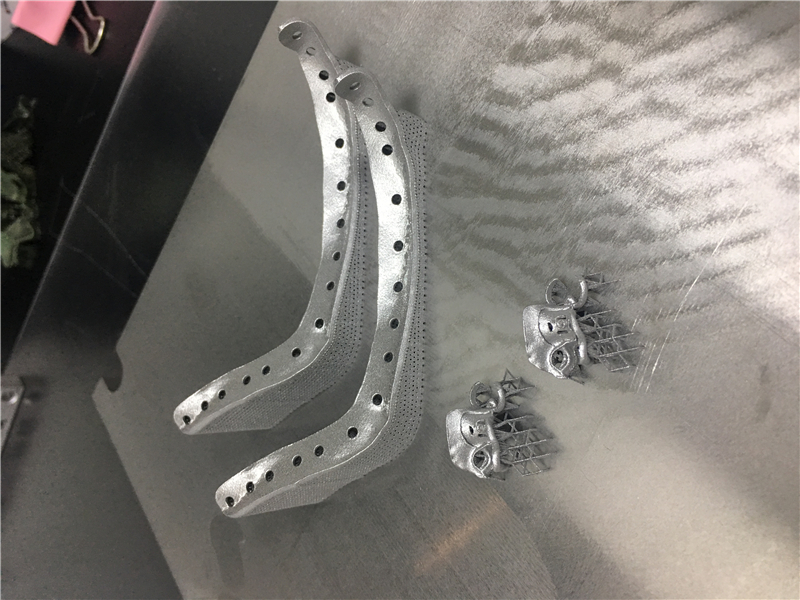
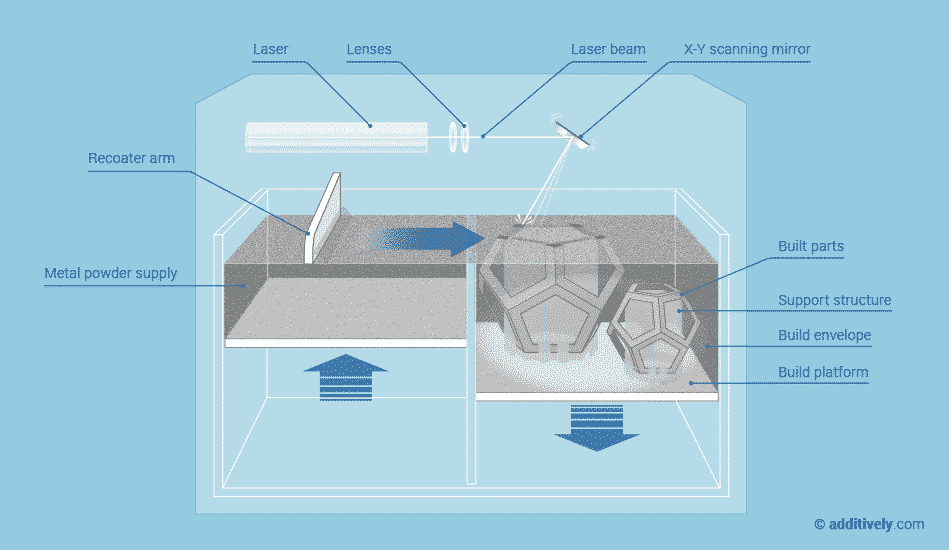
Selective Laser Melting creates objects from thin layers of powdered material by selectively melting it using a high power laser. The process takes place in a low oxygen environment in order to reduce thermal stresses and to prevent warping. Industrial metals are best used for high-tech, low-volume use cases from prototyping to creating end-use parts. Metal 3D prints are comparable to traditionally manufactured parts in terms of chemical composition, mechanical properties (static and fatigue) as well as microstructure. Once the printing is done, the extra powder that was not bound, and is not part of your design, is removed. Your part is now solid metal, and after the flutes are manually removed, it is tumbled and polished to produce a smooth finish.
|