
Gallery

About Project
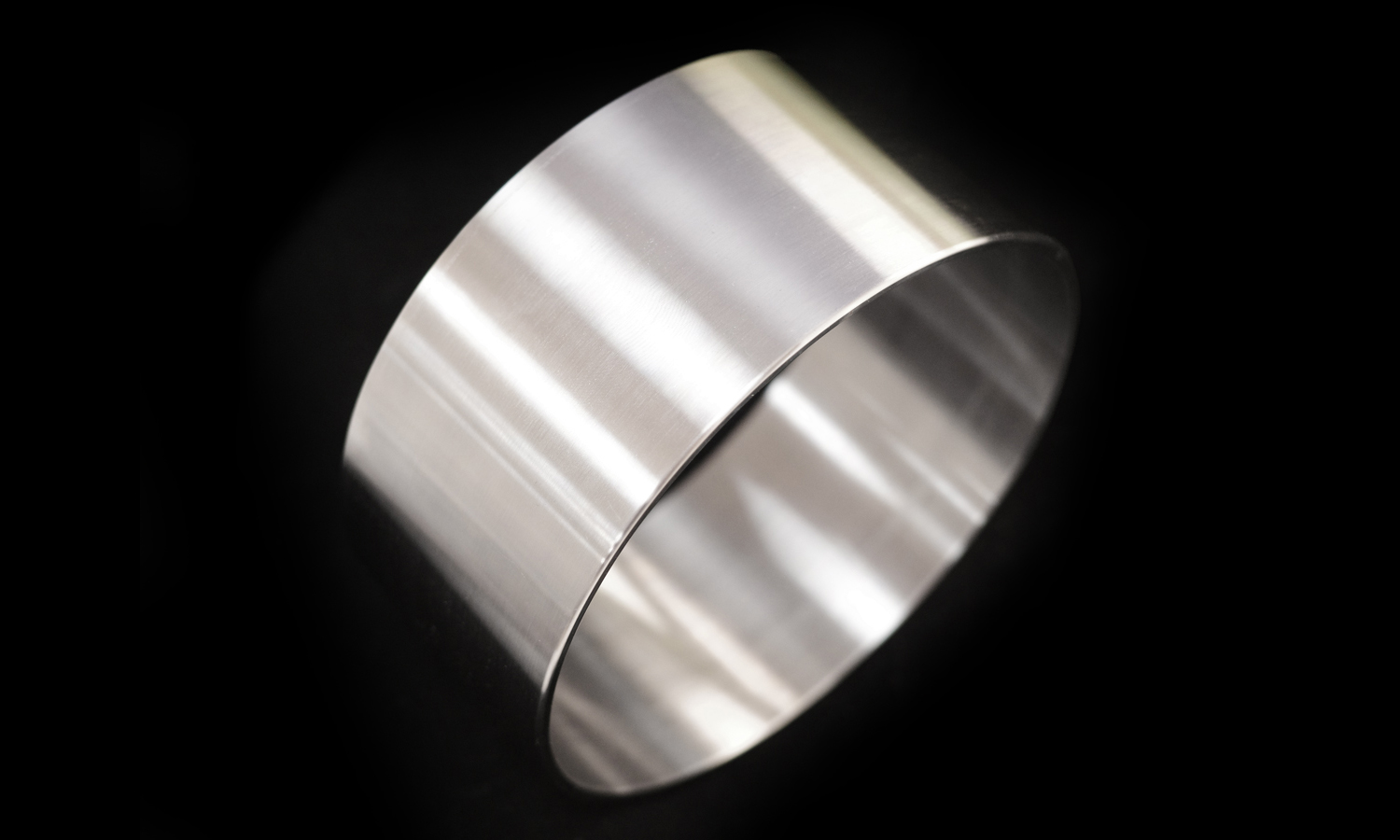
One of our customers needed a seamless ring made of 45 steel with a diameter of about 50 cm and a smooth surface. They wanted to use the ring for a high-pressure application that required high strength and durability. They also wanted to save time and money by avoiding welding or casting processes.
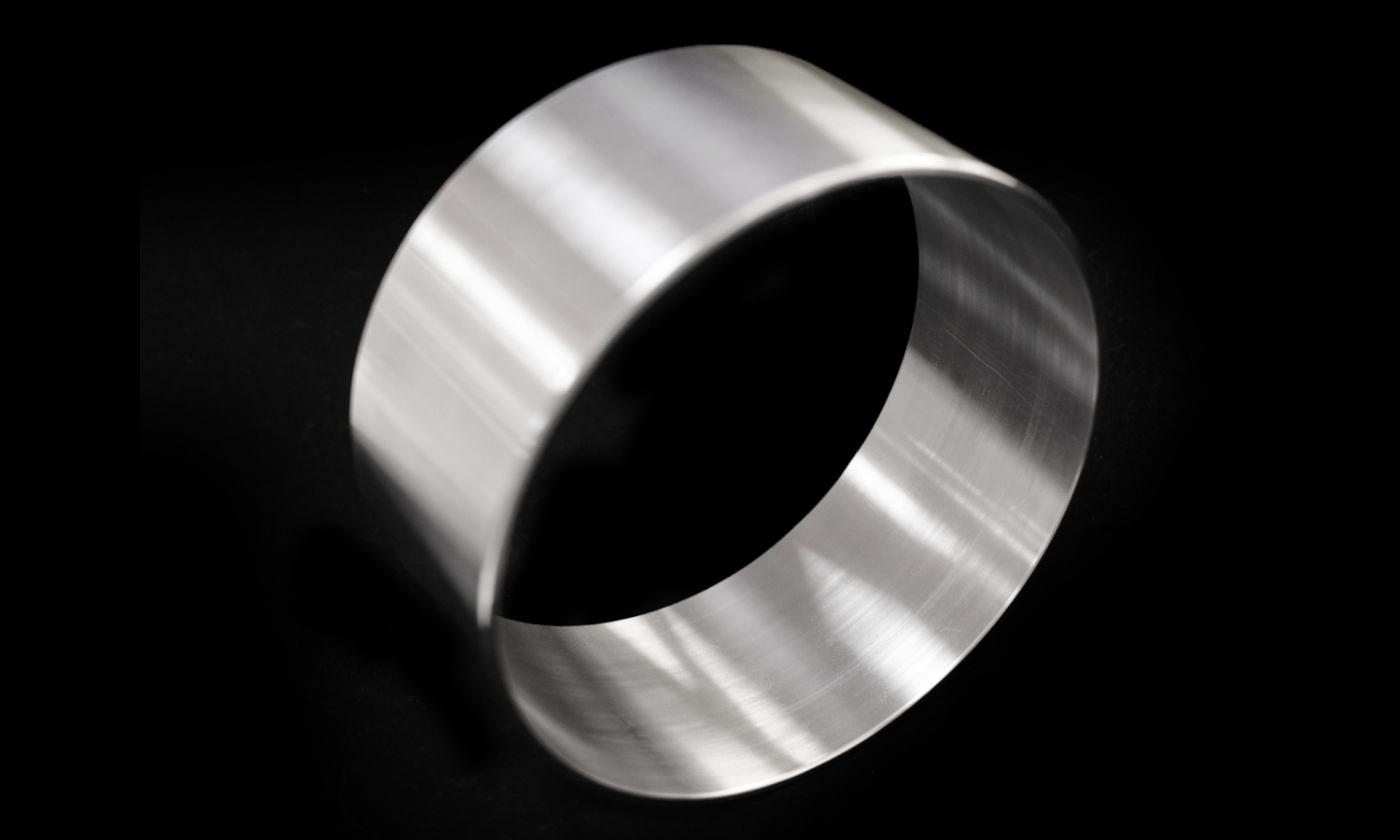
We decided to use our CNC turning service to create the ring. CNC turning is a subtractive manufacturing process that uses computer-controlled lathes and cutting tools to rotate and shape a solid rod of metal. CNC turning can produce cylindrical parts with high accuracy and efficiency.
We started by selecting a suitable rod of 45 steel, which is a medium carbon steel with good mechanical properties and hardenability. We then used our CNC lathe to turn the rod into a ring shape, leaving a hollow center. We also used CNC turning to create the desired profile and contour of the ring, as well as to remove any excess material and burrs.
We were able to produce the ring with a tolerance of +/- 0.01 mm. The ring had a smooth surface finish that met the customerŌĆÖs specifications. We then performed a hand polishing process to further enhance the appearance and quality of the ring.
If you are looking for a reliable and cost-effective way to produce seamless rings of any size, shape, and material, you should consider FacFoxŌĆÖs CNC turning service. We have advanced CNC lathes and skilled operators that can handle any project with high quality and efficiency. Contact us today for a free quote!
Solution
- Step 1: The CAD model was examined and transformed into a CNC-compatible format with the software AutoCAD.
- Step 2: A suitable rod of 45 steel was selected for the ring, then it was mounted on a CNC lathe and secured with a chuck.
- Step 3: The rod was rotated at a high speed and a cutting tool was applied to shape the ring. In this procedure, excess materials and burrs were removed by the cutting tool.
- Step 4: The profile and contour of the ring were created by adjusting the position and angle of the cutting tool.
- Step 5: It was hand polished with a fine abrasive to improve the surface finish and quality.
- Step 6: The ring was checked for accuracy and tolerance with a measuring device, and inspected for any defects or flaws and approved for delivery.






{kind=link}