Gallery


About Project
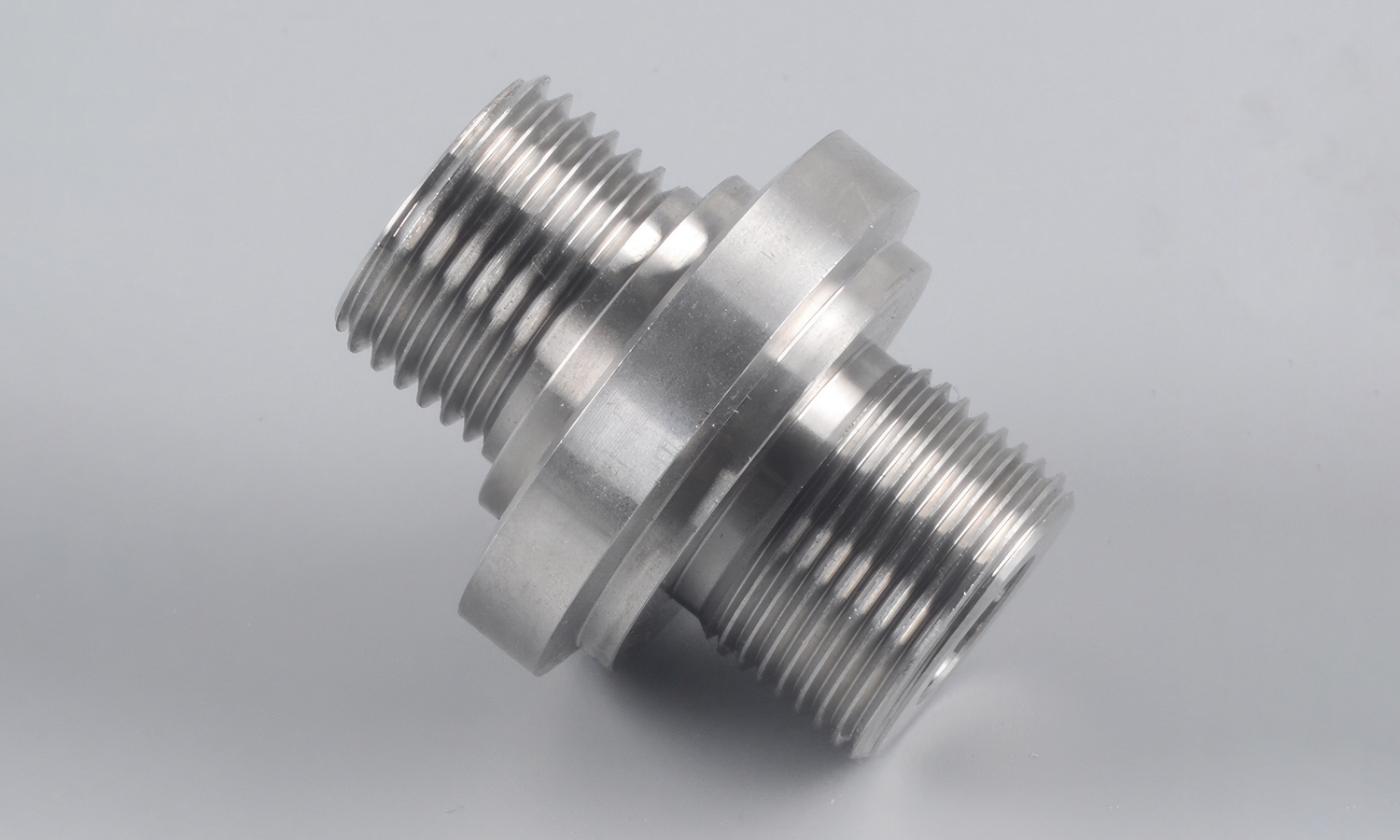
Looking for a robust and reliable connection in your plumbing or fluid transfer systems? Check out this meticulously CNC turned male hose fitting, expertly crafted from high-grade SS316L stainless steel.
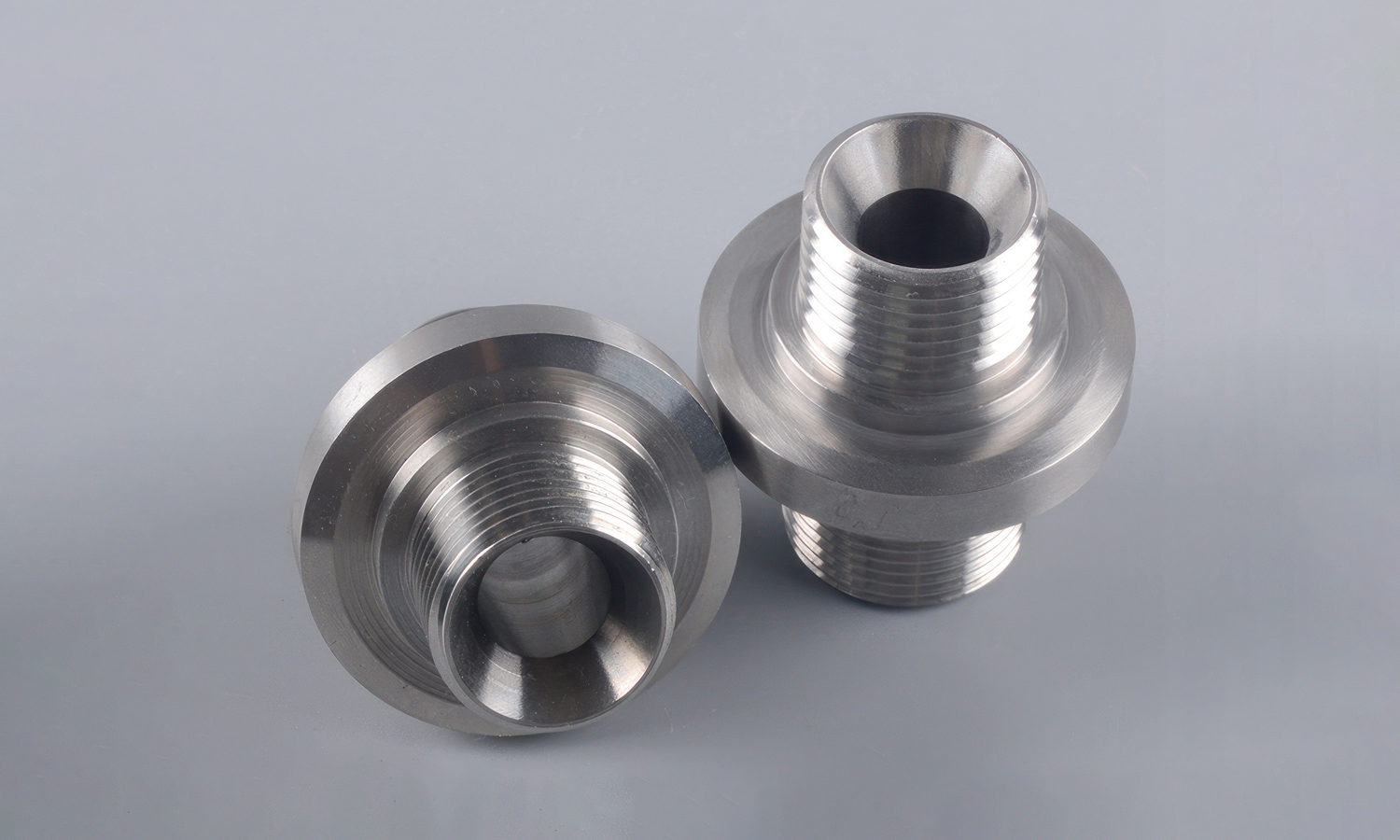
This fitting features two male threaded ends of different diameters, making it ideal for adapting between various component sizes. Importantly, both the larger and smaller ends feature the same thread type, ensuring compatibility within a specific system while accommodating size variations.
The central, wider section is designed as a flat column, providing a stable and easily accessible surface for wrench grip during installation and maintenance. Manufactured from SS316L stainless steel, this connector offers exceptional corrosion resistance, making it perfect for demanding environments where exposure to chemicals, high temperatures, or moisture is a concern. Its durability ensures a long service life, minimizing downtime and replacement costs.
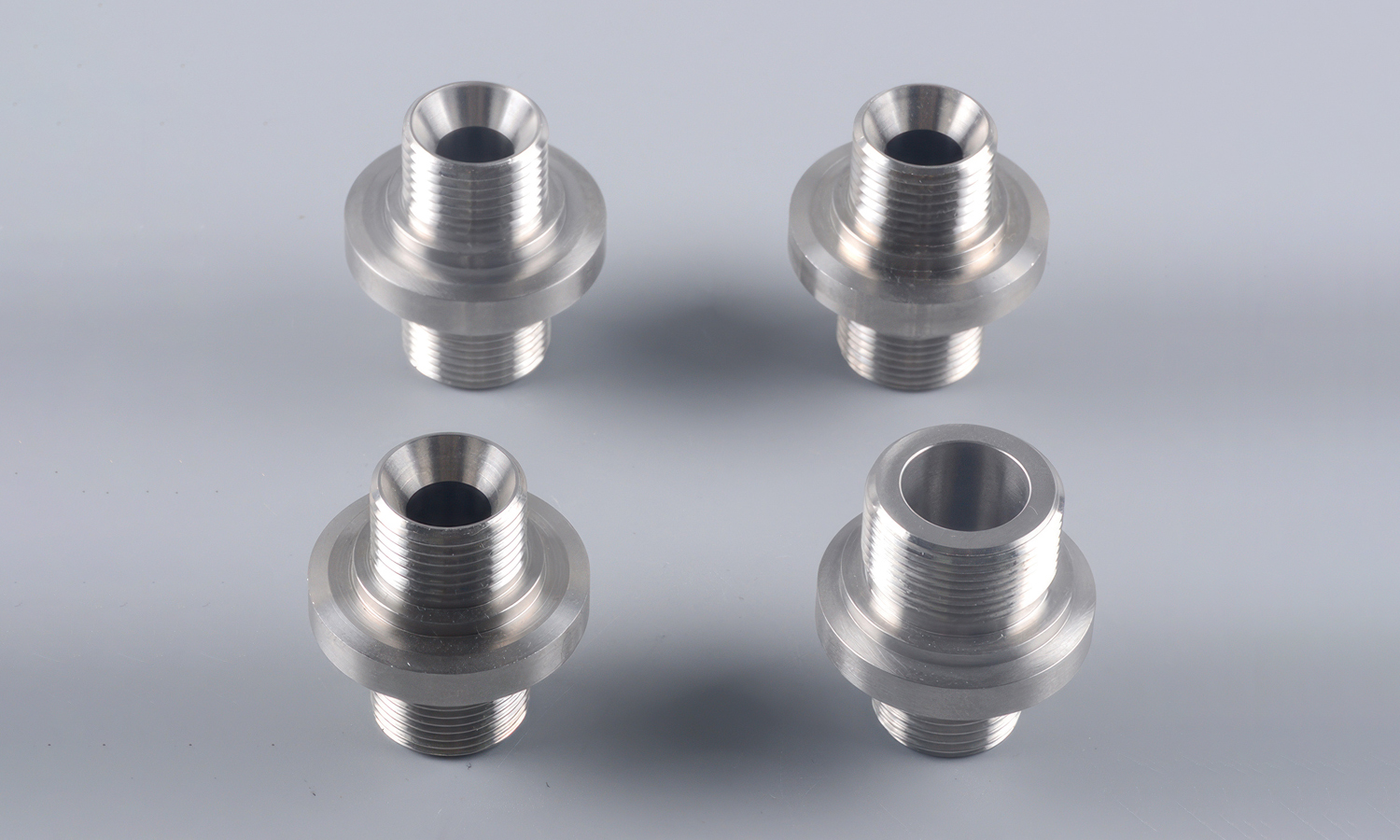
Whether you’re working on industrial machinery, hydraulic systems, or specialized plumbing applications, this CNC turned SS316L male hose fitting delivers the precision and reliability you need for connecting different sized components with consistent threading.
Need custom metal parts with tight tolerances and superior quality? At FacFox, we specialize in high-precision CNC turning services. From stainless steel to aluminum and beyond, our advanced machinery and experienced team can bring your designs to life with exceptional accuracy and speed. Get a quote today and experience the FacFox difference for your next project!
Solution
- Step 1: Raw material (SS316L stainless steel bar stock) was selected based on required specifications and material grade.
- Step 2: The bar stock was securely clamped into the chuck of a CNC lathe.
- Step 3: Initial facing and centering operations were performed to create a reference point and ensure accurate machining.
- Step 4: The larger diameter of the fitting was rough turned to near its final dimensions using appropriate cutting tools.
- Step 5: The external threads on the larger diameter end were precisely cut using threading tools programmed into the CNC machine.
- Step 6: The flat column central section was machined to the specified width and diameter.
- Step 7: The smaller diameter of the fitting was rough turned to near its final dimensions using appropriate cutting tools.
- Step 8: The external threads on the smaller diameter end were precisely cut using threading tools programmed into the CNC machine.
- Step 9: Final turning passes were executed on all cylindrical surfaces to achieve the required surface finish and dimensional accuracy.
- Step 10: The fitting was cut off from the remaining bar stock using a parting tool.
- Step 11: Any necessary deburring operations were performed to remove sharp edges and ensure safe handling.
- Step 12: The finished fitting was cleaned to remove any cutting fluids or debris.
- Step 13: Dimensional accuracy was inspected using precision measuring instruments to ensure adherence to specifications.
- Step 14: Surface finish was checked for compliance with requirements.






{kind=link}