SLA Black ABS-like ResinJS-BK01 Accurate and durable SLA resin. It can be applied in master patterns, concept models, general parts, and functional prototypes in the automotive, medical, and consumer electronics industries. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.1 mm Optional Layer Heights 0.01 mm Tolerance ┬▒0.2% (with a lower limit of ┬▒0.2 mm) Up to 70 Ōäā Smooth ŌśģŌśģŌśģŌśģ Detail ŌśģŌśģŌśģŌśģ Accuracy ŌśģŌśģŌśģŌśģ Rigidity ŌśģŌśģ Flexibility ŌśģŌśģŌśģŌśģ Available ColorsBlack
Available Post ProcessPaint
, Sandblast
, Screenprint
, Varnish
Suitable For Functional prototypes and end products, Not Suitable ForAdditional InfoThe default post process of black-colored resin is varnishing, we will apply a thin layer of wax spray or oil on the surface to make the color as black as possible. Without varnishing, the scratches and sanding marks will appear to be grey or white.
Feature
3D PrinterMaterial Spec Sheet
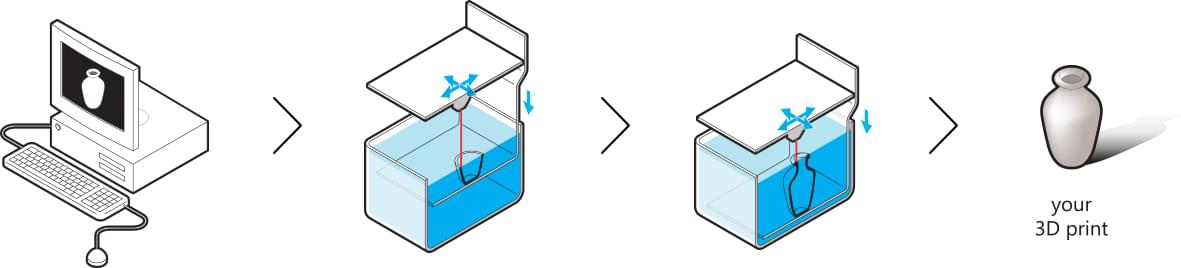
Stereolithography is used to build your design with this material.Starting from a 3D model, a model is built by cutting it into thin layers via specialized software. A support structure is created, where needed, in order to deal with overhangs and cavities. The process takes place in a large tank and begins when a layer of liquid polymer is spread over a platform. This machine then uses a computer controlled laser to draw the first layer onto the surface of a liquid polymer, which hardens where struck by the laser. The model is then lowered and the next layer is then drawn directly on top of the previous one. This is repeated until the model is finished. In this way, layer by layer, an object is ŌĆ£drawnŌĆØ in the liquid by the beam, with the layers being consolidated throughout the process. When the object is complete, it is raised out of the tank via the supporting platform ŌĆō much like a submarine rising to the surface of the water ŌĆō with the excess liquid flowing away. The supports are removed manually after the model is taken from the machine.
|