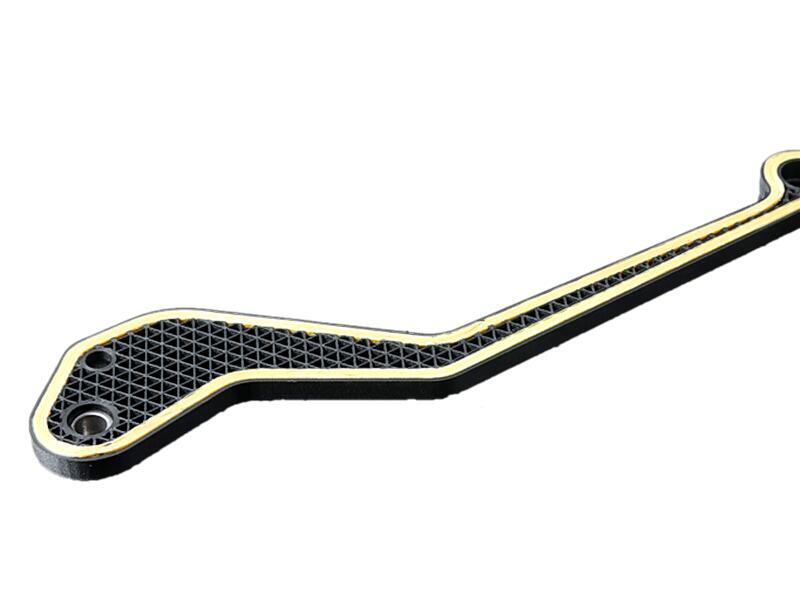
 FDM Aramid Fiber (Kevlar)Markforged Kevlar Specialized Continuous Fiber known for its energy absorption and extreme toughness, perfect for use in parts that are in demanding environments or are subject to repetitive loading. Max Build Size Min Build Size 5 x 5 x 5 mm Default Layer Height 0.1 mm Optional Layer Heights 0.1 mm Tolerance ┬▒0.1% (with a lower limit of ┬▒0.1 mm) Up to 105 Ōäā Smooth ŌśģŌśģŌśģ Detail ŌśģŌśģŌśģ Accuracy ŌśģŌśģŌśģŌśģ Rigidity ŌśģŌśģ Flexibility ŌśģŌśģŌśģŌśģŌśģ Available ColorsBlack
Available Post ProcessSuitable For Functional prototypes and end products, Not Suitable For Fine-detail models with smooth surfaces, Additional InfoAramid Fiber is a Kevlar┬« based, specialized Continuous Fiber known for its energy absorption and extreme toughness. When laid into Onyx or another Composite Base material, it yields impact-resistant parts that are nearly immune to catastrophic failure (fracture). ItŌĆÖs perfect for use in parts that are in demanding environments or are subject to repetitive loading.
Feature
3D PrinterMaterial Spec Sheet
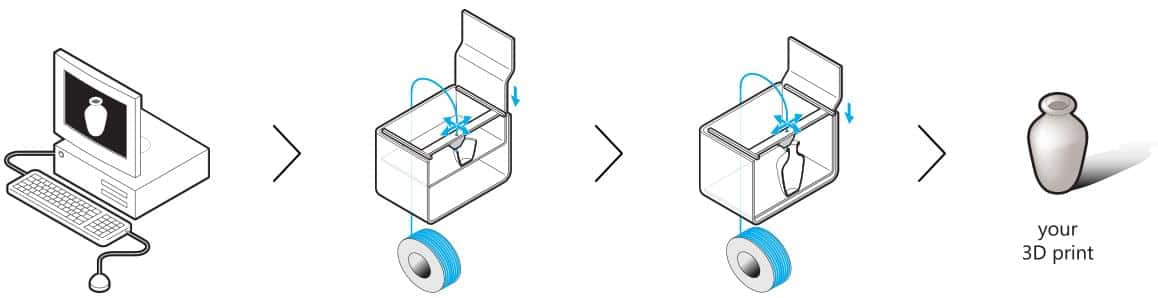
Fused Deposition Modeling is used to build your design with this material. The principle is simple. You can compare it with a hot glue gun into which you put sticks of glue. The glue is heated up until it melts and is then pushed through a fine nozzle in the front of the glue gun. In an FDM printer, a long plastic wire is used in place of glue. It is fed from a spool to the nozzle where the material is liquefied and ŌĆśdrawnŌĆÖ on the platform where it immediately hardens again. The nozzle moves to drop the material at the correct location, drawing your model line by line. When a layer is drawn, the platform lowers by one layer thickness so the printer can start with the next layer. When your model contains overhanging sections, the printer needs to build supporting material. Since the material of the model cannot be deposited in the air, the support material prevents it from falling down. This support material is fed through another nozzle. Afterward, when the model is put into a bath with special soap, the support material dissolves.
|