As with any manufacturing process, injection molding comes with its own set of design guidelines, and design engineers who understand these best practices will increase their chances of developing structurally sound and cosmetically appealing parts and products.
Here are some common cosmetic defects that occur on plastic injection-molded parts, and tips on how to avoid them.
Avoid Sink in Molded Parts
As its name implies, sink appears as a dimple or shallow depression on the surface of a molded part. It’s caused by thicker than normal cross sections, non-uniform part design or an improper gate placement—the doorway through which hot plastic first enters the mold cavity. Some plastics—polypropylene and acetal, for example—are very susceptible to sink, whereas fiber and glass-filled materials are less prone to sink. At Protolabs, we have wall thickness recommendations for each material, and advise that a workpiece minimum wall thickness be no less than 40 to 60 percent of its thickest section. Material flow within the mold should travel from thick to thin whenever possible, which might mean reorienting the mold cavity, or placing the gate in an area originally reserved for a cosmetic surface.
Elude Warp When Using Injection Molding
Design a part with walls too thin for the target material and it’s likely to curl up like a potato chip. This is called warp, and is easily avoided by following the same rules used with sink, namely staying within the general wall thickness guidelines. Ironically, the glass-filled materials that work well with sink-prone parts are more susceptible to warp. That’s because, as the part cools, the glass fibers tend to line up in the same direction, creating internal stresses. Parts with internal support structures—gussets to support thin walls, or ribbing of large flat surfaces—fare best against warp.
Avoid Drag in Molded Parts
Sufficient draft is an important part of any mold design, and quick-turn tooling is no exception. Vertical walls, meaning those part surfaces parallel to the direction of mold operation, should have a minimum draft angle of a 1/2 degree, and 2 degrees is even better; heavily textured surfaces may require 5 degrees or more. Without proper draft, part ejection becomes difficult if not impossible, and drag or scrape lines may occur.
Flash in Molded Parts
Look closely at a rubber O-ring and you’ll see a thin line of material at its outermost periphery. That’s a parting line, the seam where the two halves of the mold come together. With free-flowing materials such as Santoprene or unfilled nylon, a small amount of flash can sometimes ooze into the seam, and often requires trimming once the part has cooled. On a donut shape such as this, there’s little choice over the parting-line location, but many orthogonal parts have sharp corners, which make a clean, crisp junction at which the mold can separate. Flash or no, you should expect a parting line on most molded products, but we will identify the parting line location, and may suggest ways of modifying the part geometry to avoid one.
Avoid Swirling in Injection Molding
From Honey Beige to Cornflower Blue, we stock more than 40 standard colorants. These are mixed with natural resin pellets immediately prior to the molding run and are usually quite close to the target color, but the final product may vary due to the polymer being used, texture and polish of the tool, and swirling during the mixing process. If you want an identical color match on your parts, it would be best to purchase color-matched, pre-compounded resin from an external vendor. We accept most customer-supplied resins sent our way.
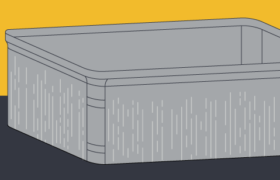
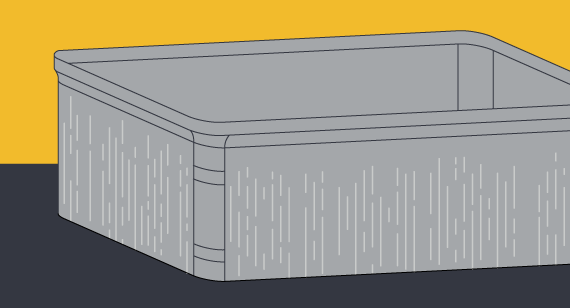
Knit Lines and How to Solve Them
Worried about those fine lines that look like hairline cracks in your injection-molded part? Don’t be. Those are knit lines, formed when two opposing flows of material join together in the mold cavity. Commonly seen at the edge of a hole or other cored feature, knit lines are—as a rule—purely cosmetic, but may create a physical failure point if present in an area of the part that receives substantial stress, such as the head of a screw. In this case, designing a strengthening boss feature around the hole is a good precaution, or just skip the hole entirely and drill it afterward.

Surface Imperfections and Finishing Options
If you select a PM-F0 non-cosmetic finish on a tool, the finished part will likely show small, circular, end-mill marks and tool transition lines. If you need a surface finish that’s more cosmetically appealing, it’s generally a simple, if more expensive, matter to manually polish the tool. A PM-F1 finish removes most tool marks, while an SPI-A2 will be smoother than a fresh jar of peanut butter. Texturing via bead blasting is another option, which generally leaves a uniform matte finish, except in thicker areas, around knit lines, and in darker materials. Bear in mind that deep slots and cavities are difficult to reach for polishing and texturing, and that fine finishes may impact quick turnaround time because of the additional effort needed for polishing. We offer eight surface finish options to choose from for injection-molded parts. In addition, we offer a number of injection molding finishing options such as mold texturing and part marking (pad printing, laser engraving).
Vestiges in Molding
Gate vestige is that small ugly spot at one end of the part left by removal of the gate after molding, usually with a side cutter or razor knife. It’s an unavoidable fact of injection molding. The only thing, for the most part, that can be done to avoid it is orienting the part in the mold such that cosmetic surfaces are unaffected—when molding a Statue of Liberty replica, for example, the gate should be placed on the soles of Lady Liberty’s feet. When submitting a design to Protolabs, always be sure to speak to an applications engineer to be sure surfaces that require a vestige-free appearance can be accommodated. We may have options to change a gate style depending on the material and part geometry. It is much easier to do this during the review stages rather than after the mold design stages have begun.
Jets, Orange Peels, and Other Molding Issues
There are several miscellaneous problems that can crop up with injection molding, several of which can be tied back to wall thicknesses that exceed general recommendations:
- Jetting, a wormlike swirl that appears near especially thick gate areas, is caused by temperature variations within the material flow.
- Similarly, a surface that looks like an orange peel can be caused by flow variations in the mold cavity, usually in thicker sections of the part.
- Silvery streaks and material flaking is known as splay, and can occur as a result of moist or degraded resin, but can also be caused by material shear due to higher than normal injector-screw speeds.
- Blush, a cloudy discoloration normally found near gate areas, can be caused by improper fill speeds, but proper part geometry and gate placement also play a factor.
Thankfully, most of these issues can be resolved through slight modifications to part design and/or selecting a different material. Difficult part geometries often require fine-tuning of the molding temperature, injection speed, hold times, or all three. Material selection also plays a big part with cosmetics. Two examples of this are polypropylene and HDPE, which tend to sink more than polybutlylene or acetal, but flow better into small part details. It is possible to test different materials using the same mold, but unfortunately shrink factors may prevent parts from having dimensions that match the CAD. In some cases after testing multiple materials, a new mold may be required for further testing or production parts.
The good news is that we’ve manufactured more than 50,000 molds. We’re quite familiar with the good, the bad, and the ugly of injection molding, and can steer your quick-turn project in the right direction. Our free online design analysis on your uploaded CAD model provides valuable recommendations on improving the manufacturability, and our experienced applications engineers are always available to help at info@facfox.com.