What you’ll learn: What WAAM is, how it works, its key advantages and limitations, which industries use it, and how to get parts made.
Overview
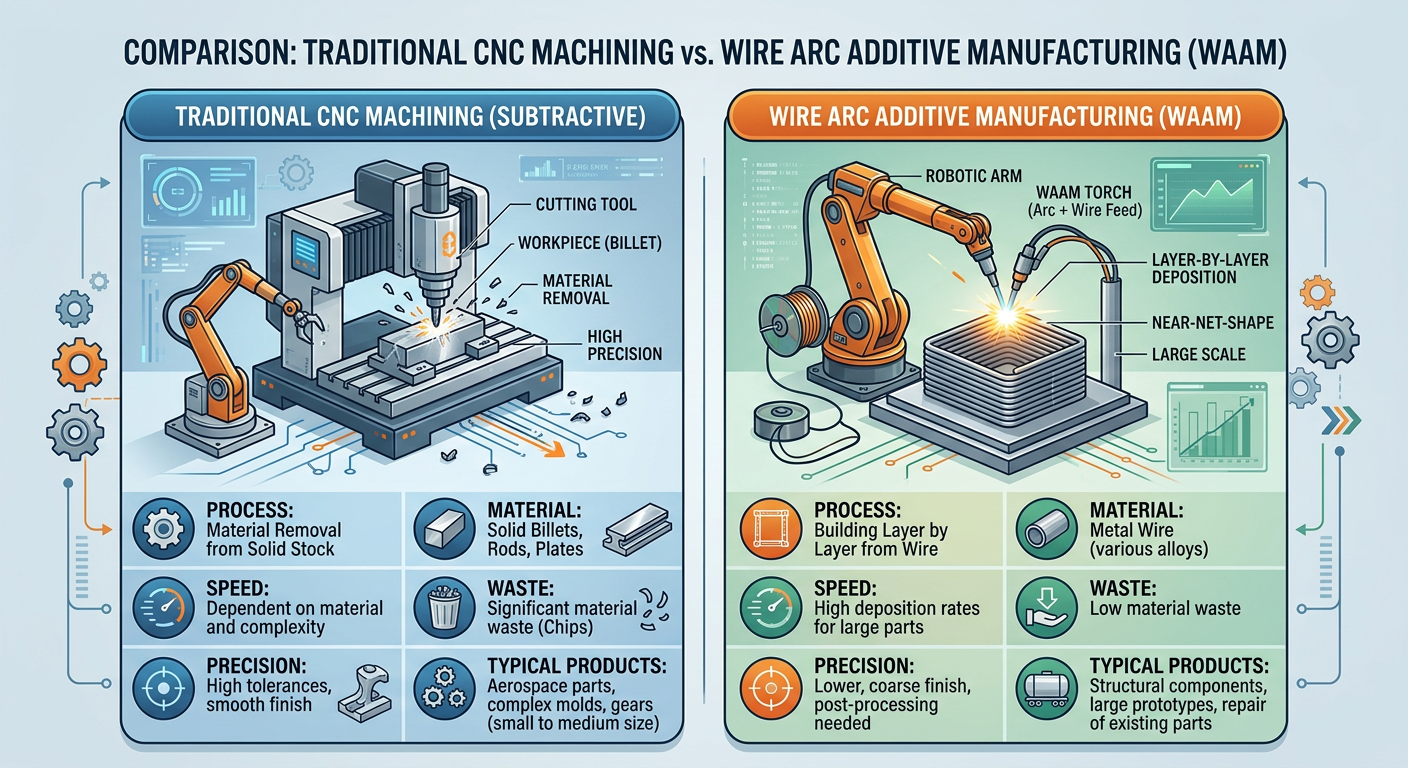
Wire Arc Additive Manufacturing (WAAM) is a metal 3D printing process that uses an electric arc to melt a metal wire feedstock, depositing material layer by layer to build up a near-net-shape part. A robotic arm or CNC gantry guides the welding torch along a pre-programmed path based on a CAD model. WAAM is best suited for large, structural metal components where speed and material efficiency matter more than fine surface detail. It is widely used in aerospace, defence, marine, oil & gas, and heavy engineering.

How It Works
The WAAM process follows five main stages:
- CAD design & path planning — The 3D model is sliced into layers and the torch path is generated by specialised software.
- Substrate setup — A base plate is clamped to the build platform. The part will be deposited on top and later separated.
- Deposition — The welding torch moves along the programmed path, continuously melting wire and building up material layer by layer.
- In-process monitoring — Sensors track the melt pool geometry and adjust arc parameters in real time to maintain accuracy.
- Post-processing — The near-net-shape part is finish-machined (CNC), heat-treated, and inspected to final tolerances.
Three arc welding variants are commonly used, each with different trade-offs in heat input and deposition rate:
| Process | Heat Input | Deposition Rate | Best For |
|---|---|---|---|
| MIG / GMAW | Medium–High | High | Steel, aluminium, large parts |
| TIG / GTAW | Low–Medium | Medium | Titanium, reactive alloys |
| Plasma Arc / PAW | Concentrated | Medium–High | Nickel superalloys, precision builds |
Key Specifications
- Typical build envelope: Up to 4 m+ (gantry systems); 1–2 m (robotic arm systems)
- Deposition rate: 1–10 kg/hr depending on material and process
- As-deposited tolerance: ±1–2 mm (finish machining required for tight tolerances)
- Layer height: 1–5 mm typical
- Feedstock cost: Significantly lower than powder-bed feedstocks for the same alloy
- Material waste: 60–90% less material waste than machining from billet
Supported Materials
WAAM supports a wide range of engineering metals. Common materials include:
- Mild and low-alloy steels
- Stainless steels (austenitic, duplex, precipitation-hardening)
- Titanium alloys (Ti-6Al-4V is most common)
- Aluminium alloys (2xxx, 4xxx, 5xxx series)
- Nickel superalloys (Inconel 625, 718)
- Copper and copper alloys
- Dissimilar-metal bimetallic structures (advanced, process-dependent)
Applications by Industry

Aerospace & Defence
Titanium and aluminium structural components — brackets, ribs, bulkheads, and fuselage frames — where WAAM reduces both lead time and buy-to-fly ratio compared to machining from billet. Tier-1 manufacturers including Airbus and Lockheed Martin actively use WAAM for low-volume structural parts.
Oil & Gas / Marine
Large valve bodies, pump housings, impellers, and propeller blades. WAAM enables on-demand fabrication of stainless and duplex stainless parts, reducing spare-parts inventory. RAMLAB (Netherlands) produced the first class-approved WAAM ship propeller in 2017.
Tooling & Die Repair
Rebuilding worn sections of dies and moulds using hard-facing alloys, then re-machining to dimension. Cost-effective compared to full tool replacement.
Construction & Architecture
Complex stainless steel structural members for one-off architectural projects. MX3D’s 12-metre pedestrian bridge in Amsterdam (2021) is the most cited example.
Energy & Power Generation
Pressure vessels, turbine components, and heat exchanger parts in nickel alloys and stainless steel for nuclear, wind, and conventional power infrastructure.
WAAM vs. Other Metal AM Processes
| Attribute | WAAM | Powder Bed Fusion (SLM / DMLS) | DED (Laser) |
|---|---|---|---|
| Max part size | Several metres | Up to ~600 mm | Up to ~1 m |
| Deposition speed | Very high | Low | Medium |
| Resolution / detail | Low (1–5 mm beads) | Very high (<0.1 mm) | Medium |
| Feedstock cost | Low (wire) | High (powder) | High (powder) |
| Post-machining needed | Yes, always | Sometimes | Usually |
| Best use case | Large structural parts | Complex, detailed small parts | Medium parts, repair |
Known Limitations
- Surface finish: The as-deposited surface is rough and rippled. CNC finish machining is required for functional surfaces.
- Dimensional tolerance: As-deposited tolerances of ±1–2 mm are standard. Tighter tolerances require post-machining.
- Residual stress: Thermal cycling during deposition introduces internal stress. Inter-pass temperature control and post-build heat treatment are typically required.
- Design constraints: Overhanging features beyond approximately 45° may require supports or wire-and-arc hybrid strategies.
- Certification: Qualifying WAAM for safety-critical aerospace applications requires extensive testing. This is an ongoing industry effort.
Note: Hybrid WAAM machines that combine deposition and in-process CNC milling in a single enclosure are commercially available and address many of the surface finish and tolerance limitations listed above.
Get WAAM Parts Made with FacFox

FacFox offers an online 3D printing service that connects engineers and designers with professional metal and polymer AM capabilities, including advanced metal processes for structural and functional parts. You can upload a CAD file, configure your material and process requirements, and receive an instant quote — without having to source suppliers individually. For WAAM-scale projects or if you’re unsure which metal AM process best fits your design, the FacFox engineering team is available to advise on process selection, design for AM guidelines, and post-processing requirements. Visit facfox.com to get started.