Since 2014, FacFox has been offering the option of side-actions (often called “side-pulls” or “cams” or “cam-actions”). Starting with a few here and there, FacFox now produces thousands of molds with side-actions each year, allowing us to mold more complex parts and support your geometry even better than before.
A Useful Action
The purpose of side actions is to enable undercut geometry; in other words, to mold parts that could not otherwise be made in a straight-pull mold. In straight-pull injection molding, the A-side and B-side of the mold open and the completed part can be removed by pulling it straight out of either side. An undercut is a feature in the part design that would prevent the part from releasing out of the mold (part of the mold cavity is undercut in such a way that it grips the molded part). To release a part whose design includes undercuts, the mold surfaces that create the undercut geometry in the part must be pulled out of the part before it is ejected; otherwise, the part will be stuck in the mold. A cam device in the mold is used to pull the side-action mold surfaces away from the undercut features allowing the part to be released from the mold (see Figure 1).
FacFox produces parts using linear side-actions that move perpendicular to the mold’s opening and closing axis. Angle pins (cams) on the A-side guide the cam carriage closer to the mold cavity on the B-side of the mold as the mold closes. When opening the mold, the angle pin pulls the cam carriage away from the cavity and out of the part, allowing the ejector system to advance and push the part off the B-side of the mold.
Currently, FacFox can use up to four side-actions on a part. These side-actions must be on the exterior parting line of the part, and there are some restrictions to the size of the cam feature and length of travel. Cams will increase the cost of the mold, but they also increase your design options and reduce secondary operations, thus potentially reducing the cost of your overall project.
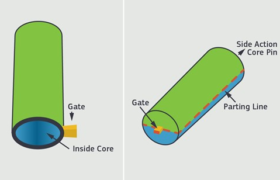
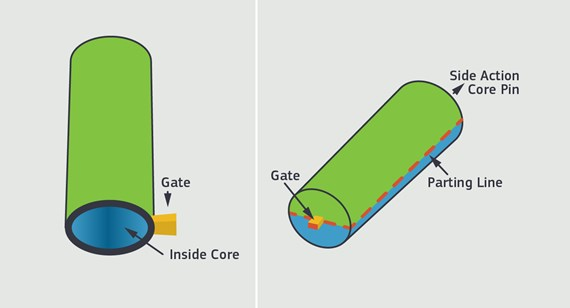
While side-actions are primarily used for forming undercuts such as holes for cables, vent holes for internal fans or slots for assembly, there are some additional applications for them such as making tall, thin parts with a core—a test tube with the minimal draft, for instance. If you were to mold a test tube using just a core and cavity (see Figure 2), the mold might require additional draft and wall thickness to permit it to be milled and to allow for ejection. On the other hand, if you lay the test tube down, placing the parting line down the length of the test tube (see Figure 3) and form the inside core of the tube with a side-action, you can eject the part on its side and reduce the required draft. This also allows the gate to be placed on the closed end of the test tube allowing for a uniform fill of the cavity and balanced pressure around the side-action core pin.
Other Uses
Additional uses of side-actions may include creating sharp edges on outside corners and reducing draft requirements. You can also add text or logos to the exterior shell of your part, or add recesses for decals. Side-actions can be a valuable addition to your parts design tool chest, allowing you to produce parts with more function.