3D printer temperature is an essential setting for success. Follow along for the best 3D printer temperatures for PLA, PETG, Nylon, and TPU.
Why is Temperature Important?
Despite the fact that nearly every filament currently in use is a thermoplastic, each has its own temperature requirements. That’s because individual filaments are chemically very different from one another. Some, like PLA, are made from starches, while others, such as ABS, have oil bases.
The chemical makeup of a thermoplastic directly influences its glass transition temperature — the temperature at which the filament turns from brittle filament into a rubbery substance that can be extruded. This temperature needs to be reached for proper printing, and since each filament has a different glass transition temperature, every plastic needs to be printed at a different temperature.

In addition to a specific extrusion temperature, some filaments require a specific heated bed temperature. When certain filaments cool, they shrink and warp. A heated bed allows these plastics to cool slower when extruded so that warping is minimized.
A heated bed also provides added adhesion, ensuring that the first layer sticks well and the part isn’t released from the bed during printing.
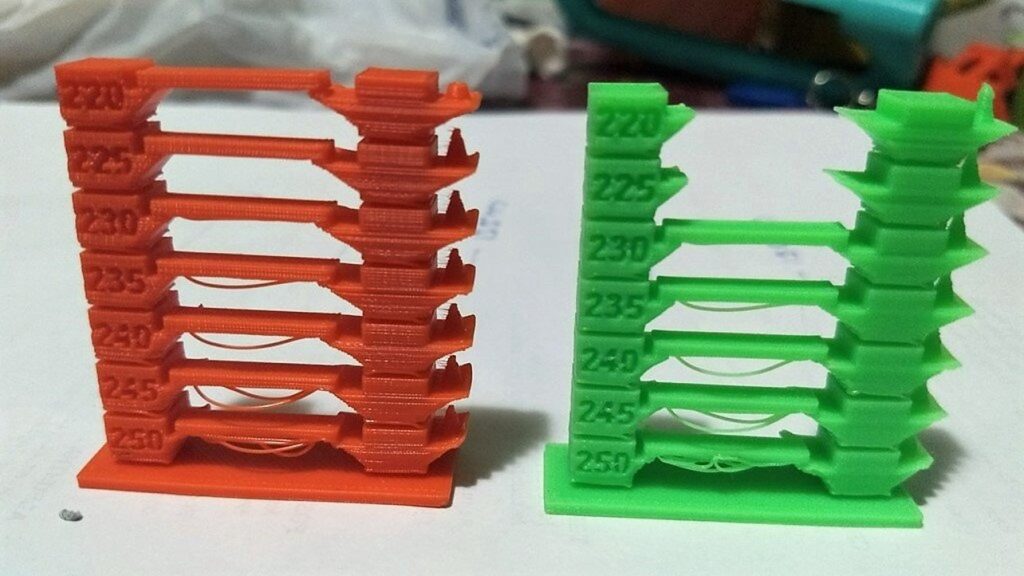
It’s important to get these temperatures right, as it can be the difference between a failed print and a perfect one.
PLA

PLA is the most popular filament today, and one of the reasons for its popularity is its leniency with printing conditions.
PLA prints best at around 210 °C, though it is very versatile and can work well anywhere from 180 to 230 °C. It doesn’t require a heated bed, but if your printer does have one, set it to somewhere between 20 and 60 °C.
When printing with PLA, be sure to keep cooling fans on. PLA produces the best results with proper cooling.
Overall, PLA is very easy to print and doesn’t require much to be successful.
ABS

Until recently, ABS was the most widely used filament. It was then beat out by PLA for the top spot, primarily because it is so much more difficult to print with.
ABS requires slightly higher temperatures to print successfully. A nozzle temperature of 210 to 250 °C is best, and a heated bed around 80 to 110 °C is necessary.
In addition to this, ABS needs to be printed in an enclosed 3D printer so that it cools very slowly. That’s because, when ABS cools, it shrinks, and if a print cools too fast, it will warp. For the same reason, cooling fans should be turned off while printing ABS.
PETG
PETG is a relative newcomer, combining many aspects of PLA and ABS.
It requires very high temperatures, with the nozzle temperature somewhere between 220 and 250 °C. However, unlike ABS, PETG does not require a heated bed.
PETG prints best with blue painter’s tape on the bed. Without it, the bed should be heated to 50 to 75 °C to ensure the extruded filament sticks. And because this material doesn’t warp like ABS, cooling fans can be enabled while printing.
While PETG is not quite as easy to use as PLA, it’s far less demanding than ABS, and it has proven to be one of the most popular filaments today.
Nylon
Nylon is another incredibly powerful filament, though it is more challenging to work with.
It prints at temperatures hotter than any other filament on this list: 240 to 260 °C is recommended. A bed temperature of 70 to 100 °C is sufficient, and a layer of glue stick is also important, as nylon can have large bed adhesion issues.
Nylon should not be printed with cooling fans because it needs the heat for proper layer adhesion.
This material is also very hygroscopic, meaning that it will absorb any moisture in the air. This greatly reduces the print quality, so the filament needs to be dried before being printed.
Nylon can be a challenge at first to use, but after learning how to properly print with this material, it becomes a very powerful tool.
TPU

Flexible filaments, known as TPU, are fun and useful materials to work with, but they can be very difficult to use.
They print at similar temperatures to PLA, working best at around 210 to 230 °C with a bed between 30 and 60 °C.
Since this material is so flexible, it can bend and stretch on its way from the extruder gear to the actual nozzle. Therefore, it’s important that the filament follows a confined path, is extruded slowly, and without retraction.
If these problems make themselves prominent, slightly increasing the extruder temperature can help decrease any strain on the filament that may be causing it to flex.