The software is constantly working together with your printer to make sure that your nozzle is extruding the correct amount of plastic. This precise extrusion is an important factor in achieving good print quality. However, most 3D printers have no way of monitoring how much plastic is actually extruded. There are two possible results: under-extrusion and over-extrusion. Let’s deep into them.
Under-Extrusion
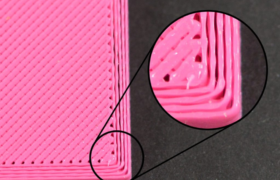
Each profile in Simplify3D includes settings that are used to determine how much plastic the 3D printer should extrude. However, because the 3D printer does not provide any feedback about how much plastic actually leaves the nozzle, it’s possible that there may be less plastic exiting the nozzle than what the software expects (otherwise known as under-extrusion). If this happens, you may start to notice gaps between adjacent extrusions of each layer. The most reliable way to test whether or not your printer is extruding enough plastic is to print a simple 20mm tall cube with at least 3 perimeter outlines. At the top of the cube, check to see if the 3 perimeters are strongly bonded together or not. If there are gaps between the 3 perimeters, then you are under-extruding. If the 3 perimeters are touching and do not have any gaps, then you are likely encountering a different issue. If you determine that you are under-extruding, there are several possible causes for this, which we have summarized below.

Add a Comment
You must be logged in to post a comment