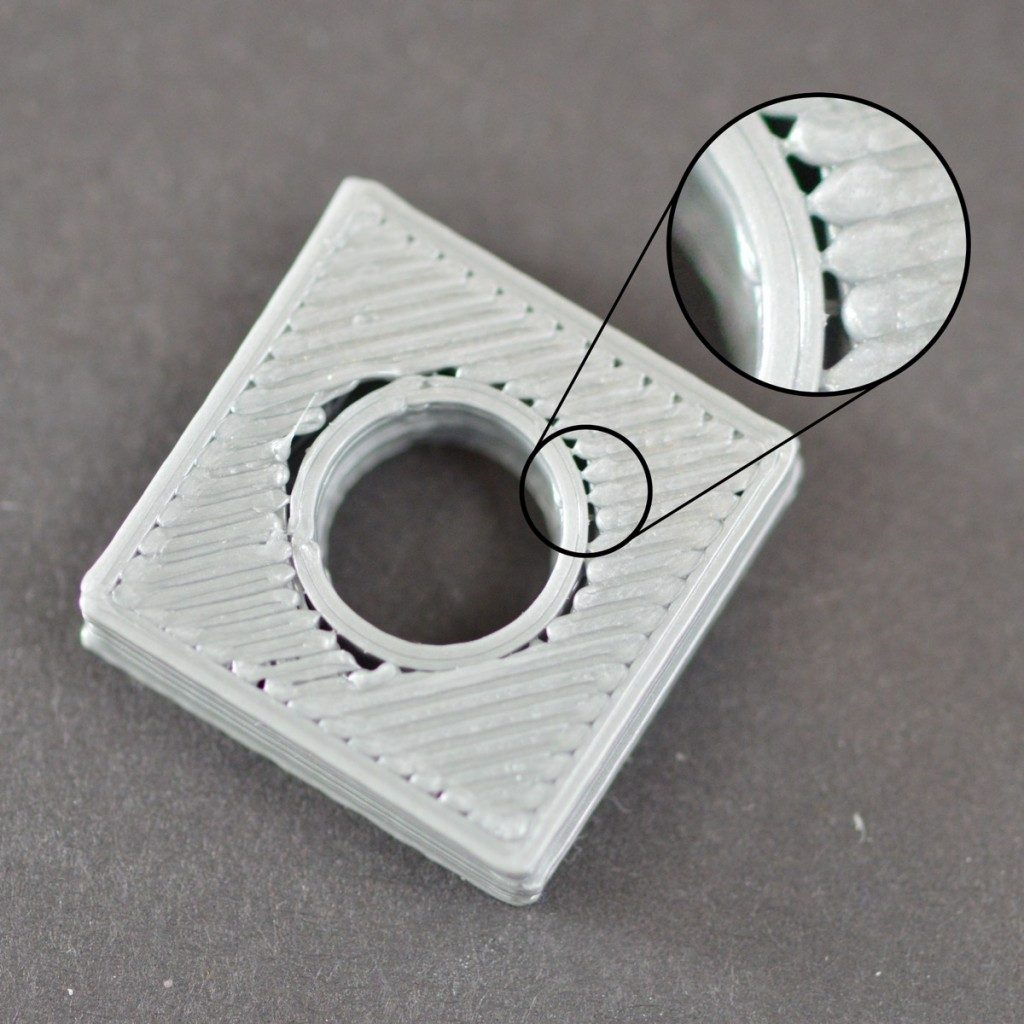
Each layer of your 3D printed part is created using a combination of outline perimeters and infill. The perimeters trace the outline of your part creating a strong and accurate exterior. The infill is printed inside of these perimeters to make up the remainder of the layer. The infill typically uses a fast back-and-forth pattern to allow for quick printing speeds. Because the infill uses a different pattern than the outline of your part, it is important that these two sections merge together to form a solid bond. If you notice small gaps between the edges of your infill, then there are several settings you may want to check.
Add a Comment
You must be logged in to post a comment