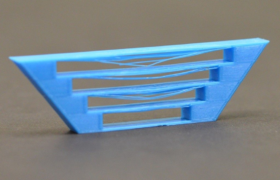
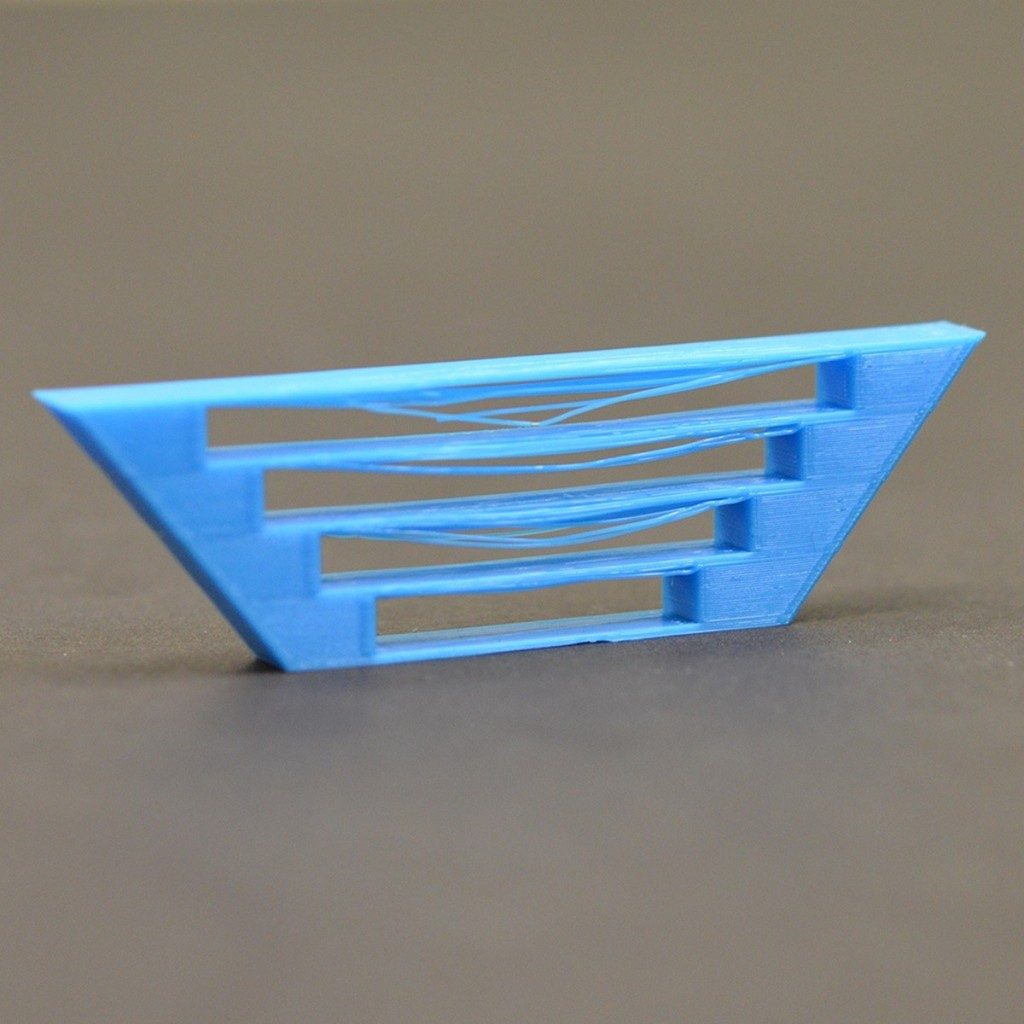
Bridging is a term that refers to plastic that needs to be extruded between two points without any support from below. For larger bridges, you may need to add support structures, but short bridges can typically be printed without any supports to save material and print time. When you are bridging between two points, the plastic will be extruded across the gap and then quickly cooled to create a solid connection. To get the best bridging results, you will need to make sure that your printer is properly calibrated with the best settings for these special segments. If you notice sagging, drooping, or gaps between the extruded segments, you may need to adjust your settings for the best results. We will cover each of the areas that you want to address to make sure your can print the best bridges possible on your 3D printer.
Add a Comment
You must be logged in to post a comment