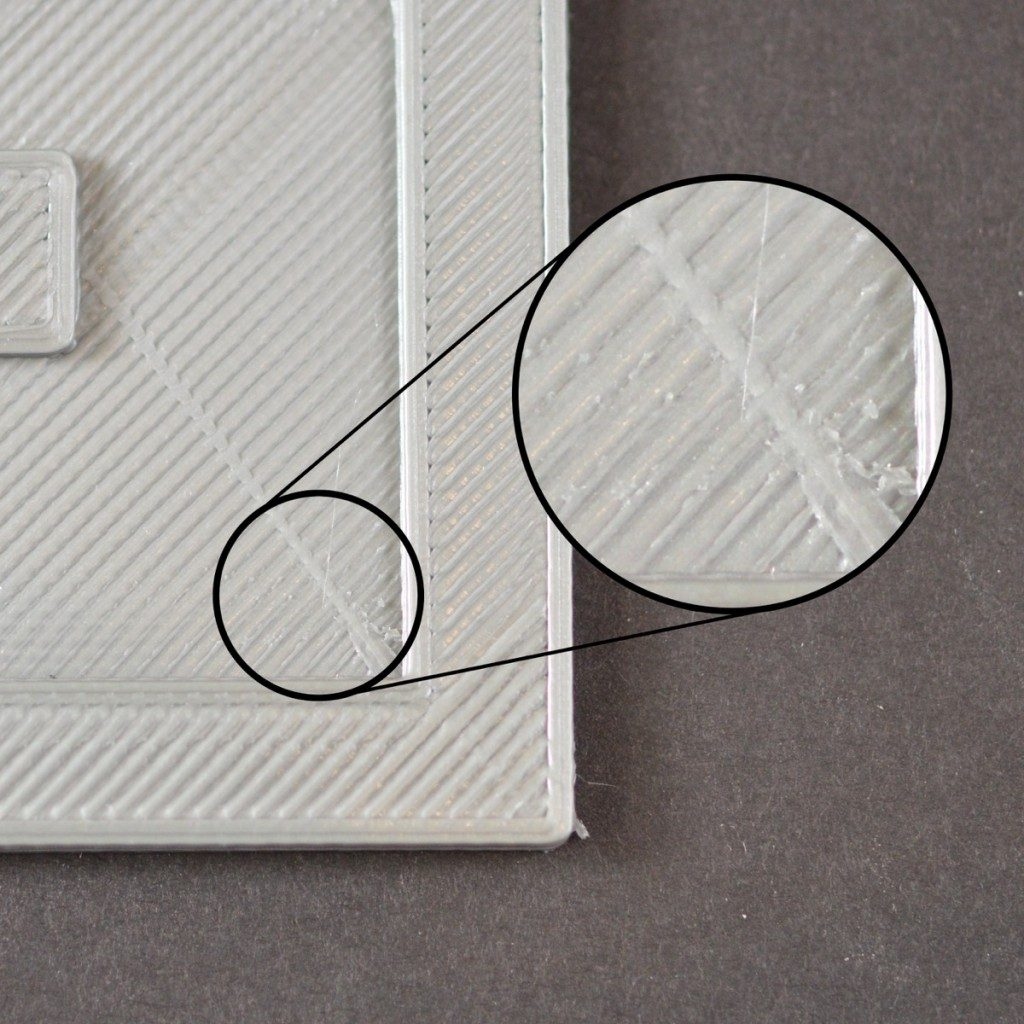
One of the benefits of 3D printing is that each part is constructed one layer at a time. This means that for each individual layer, the nozzle can freely move to any portion of your print bed, since the part is still being constructed down below. While this provides for very fast printing times, you may notice that the nozzle leaves a mark when it travels on top of a previously printed layer. This is typically most visible on the top solid layers of your part. These scars and marks occur when the nozzle tries to move to a new location, but ends up dragging across previously printed plastic. The section below will explore several possible causes for this and provide recommendations for what settings can be adjusted to prevent it from happening.
Add a Comment
You must be logged in to post a comment