Retraction is the key to reducing stringing. Find out how to perfect your Cura retraction settings (including the coasting settings).
FDM 3D printing works by melting plastic filament and extruding it in layers to construct 3D objects. Sometimes, this molten plastic can ooze out of the nozzle when you don’t want it to, leaving unsightly strings and wisps of plastic attached to your print.
Retraction is a process used to reduce this effect. By pulling some of the plastic out of the printer’s hot end before it travels, the pressure in the molten plastic is reduced, decreasing the odds of stringing over open spaces.
This setting is accessed and adjusted through your printer’s slicing software and can be tuned to achieve clean, precise prints. Here, we’ll run you through the right settings for the best results in Cura. Just note that some of these settings aren’t visible by default with “Basic” or “Advanced” settings visibility, so it’s a good idea to switch to “Expert” before you start experimenting.
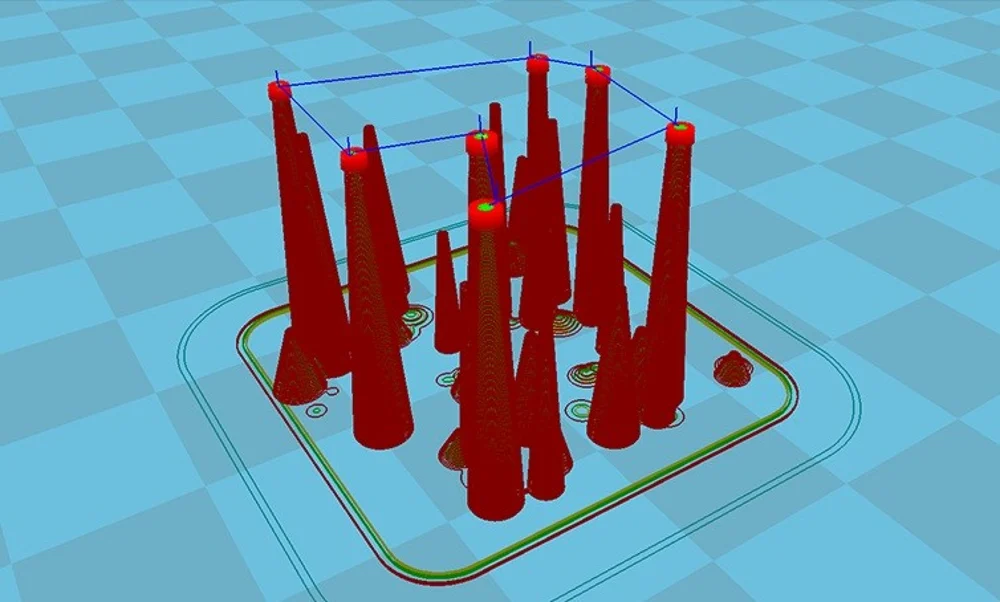
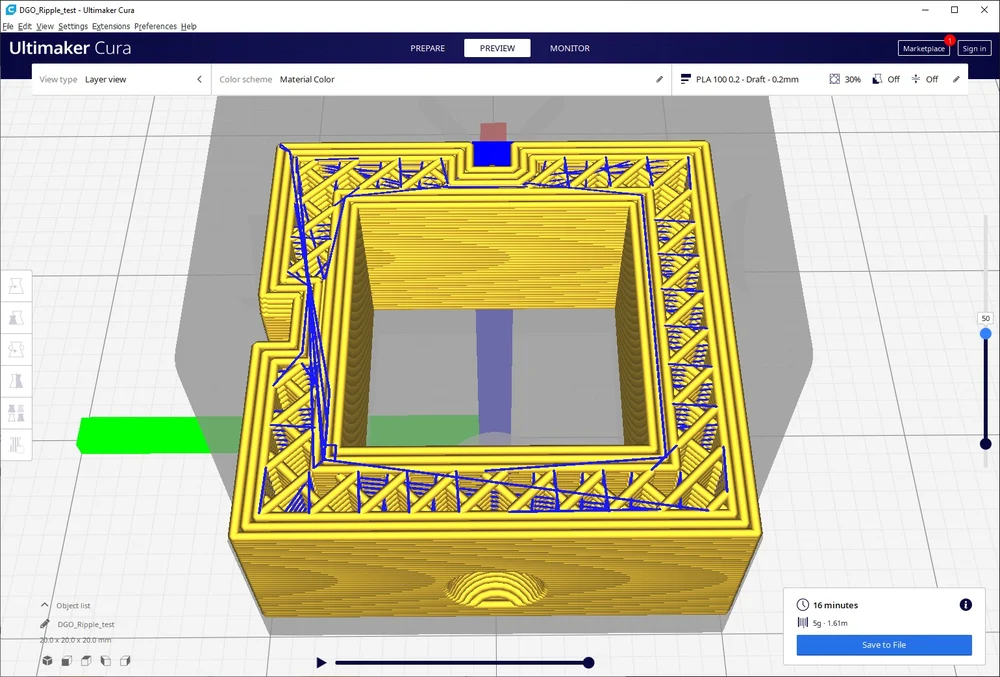
Before we get started, consider downloading this retraction test print for tuning your settings.
With that, let’s get into it!
Distance & Speed

As their names suggest, retraction distance and speed deal with how the filament is pulled out of the hot end. Both will require tuning to find the sweet spot between retraction performance and the hardware limitations of your printer.
Retraction distance changes how far back the filament is pulled. Too low of a value will not properly relieve pressure in the hot end, but too high of a value can cause jams and clogs. Starting with the default Cura settings and tweak the distance by 1 mm at a time to find the optimal value.
Likewise, retraction speed changes how fast the filament is pulled back. Too low of a value will lead to sloppy retractions, but too high of a value may end up grinding the filament. Starting with the default Cura settings, tweak the speed by 5 mm/s at a time to find the optimal value.
RELEVANT SETTINGS
- Travel > Retraction Distance
- Travel > Retraction Speed
Minimum Travel
This setting determines the minimum distance for which retraction will occur. It’s a safety precaution against unnecessary, repeated retractions in close proximity to each other, in order to prevent filament grinding. A retraction is only performed if the print head will be traveling far enough to warrant one.
This setting should be as high as acceptable to decrease the risk of print failure. A lower value will allow for smaller features to be printed cleanly, which is sometimes necessary, but it’ll also increase the risk of grinding. Try starting at 1 mm and adjust as necessary by 0.5-mm increments.
RELEVANT SETTING
- Travel > Retraction Minimum Travel
Combing
“Combing” readjusts the printer’s travel moves to avoid unnecessary retractions. Instead of retracting the filament and crossing open space to reach its next location, the print head will try to travel directly across the interior of the model. This limits opportunities for strings to form, as any oozing is left within the print.
By turning combing on, you’ll likely also see a decrease in print times, as the printer no longer has to stop to retract. Surface quality will also improve. You may, however, see an increase in scarring on the top layer of the print, left by the nozzle as it drags across the surface. Avoiding combing on top layers is possible by setting it to “Within Infill” or “Not in Skin” instead of “All”.
RELEVANT SETTING
- Travel > Combing Mode
Wiping & Coasting
“Wiping” and “coasting” are not directly retraction settings, but they can both improve retraction performance. Both do what their names suggest: “wiping” moves the nozzle a short distance across the outer wall of the model to smear off any leftover plastic, and “coasting” turns off the extruder for the final millimeters of a print line. This decreases the pressure buildup in the hot end and minimizes any blobbing or zits left by retractions.
Work with the default values (0.4-mm wipe distance, 0.064-mm3 coasting volume) and adjust by 0.1 mm and 0.01 mm3, respectively. Take special caution with coasting, as too much can lead to holes in the print from print lines not being completed. Consider setting the Minimum Volume Before Coasting to around 0.8 mm3, which will limit coasts that are too long.
RELEVANT SETTINGS
- Walls > Outer Wall Wipe Distance
- Experimental > Enable Coasting > Coasting Volume
- Experimental > Enable Coasting > Minimum Volume Before Coasting
Final Thoughts
There you have it: the most important Cura retraction settings for nailing retractions. By understanding and tuning each of these, you can minimize stringing and improve print quality.
For more on Cura, check out our in-depth Cura guide and Ultimaker’s official manuals. If you’re interested in discovering more about retraction in general, we also have a handy breakdown available. Happy troubleshooting!