Filament grinding can occur as the result of several other issues. Read on to find out what causes it and how you can fix it!
What Is It?
If you’ve been lucky enough never to experience the infuriating problem of filament grinding, it’s when the extruder chews away at your material. Mostly it happens when your filament gets stuck but the extruder gear doesn’t stop moving. Instead, it keeps going and strips the filament with its toothed gear.
When this happens, the filament ends up becoming so concave that the extruder gear can’t reach it anymore. You can identify filament grinding by seeing your filament chipped or stripped in one area around the extruder.
This problem is very annoying and can be challenging to fix, but don’t worry, we have some solutions. To identify the correct solution, though, you’ll need to first locate the cause, so that’s what we’ll look at in the following section.
Why Does It Happen?

Before we get into the solutions, pinpointing this problem’s causes will help you both fix it and avoid it in the future.
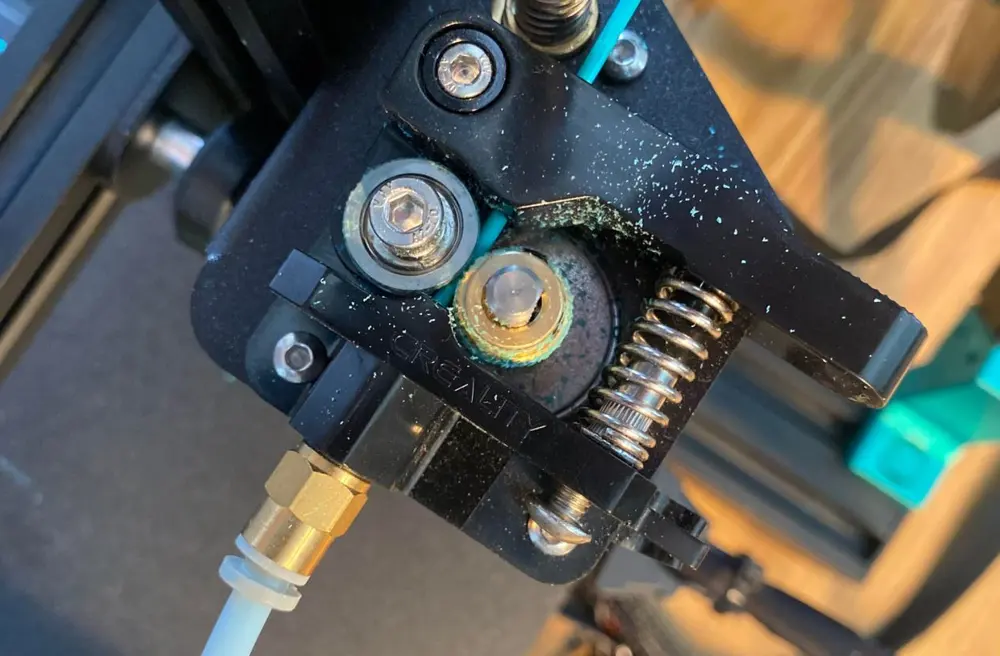
The direct cause of filament grinding comes from the extruder attempting to push the filament. Failing to do so, the extruder leaves a divet in the filament, as seen in the image above.
That’s not the only cause of this problem, though; a few different factors contribute to filament grinding. We’ve listed most of the known causes of filament grinding below:
- A clogged nozzle or hot end
- Under-extrusion (low hot end temperature)
- A twisted, bent, or uneven PTFE tube
- Fast print speed
- Slow print speed (heat creep)
- Too much extruder gear tension
- Fast or too much retraction
- A non-level print bed that’s too close to the nozzle
How Can You Fix It?
Now that you know some of the causes, let’s get into the solutions for filament grinding! Basically, you’ll want to counteract any of the reasons that might be causing filament grinding to happen.
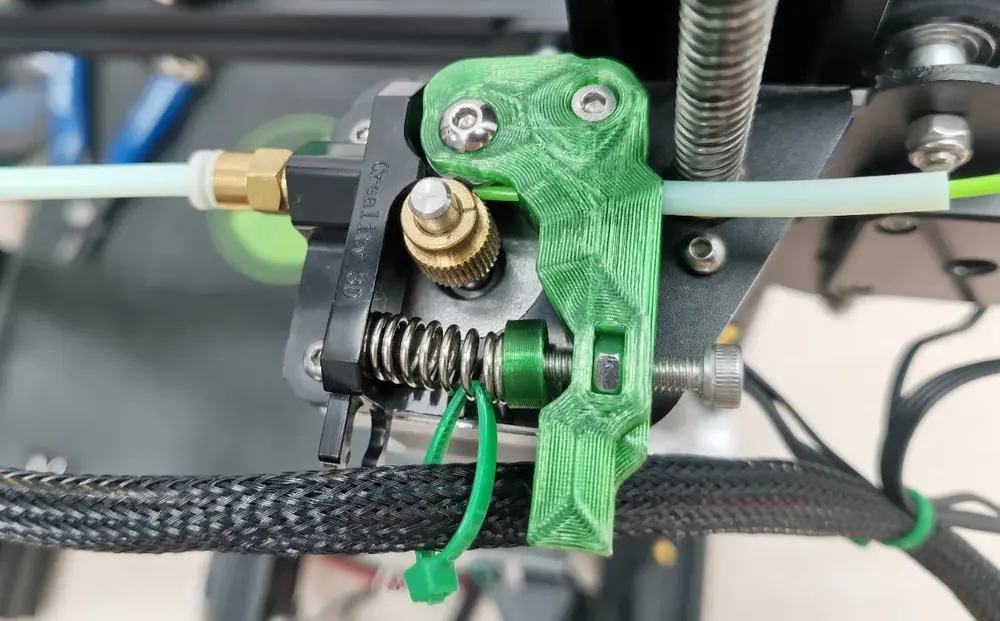
- Adjust extruder tension: Typically, extruders have a screw or two that you can adjust to change how tight the extruder’s gear grip is on the filament. You can see an example of what we’re talking about in the image above. If it’s too tight, slightly loosen your extruder’s feeder (gear part) grip on the filament.
- Replace the PTFE tube: If your Bowden tube or hot end lining (often a PTFE tube) are compromising filament movement, you may need to replacing it. In any case, make sure it’s not bend or twisted.
- Reduce retraction: Too much filament retraction at once can cause the extruder gear to lose its grip. In that case, try turning down your retraction distance and retraction speed.
- Change speed: Stripping can happen if you print too slow or too fast. To combat the former, some makers recommend increasing print speed to eliminate heat creep and hot end jams. In the case of the latter, trying lowering print speed to avoid putting too much pressure on the extruder.
- Adjust hot end temperature: Perhaps you feel your filament isn’t extruding quickly enough. In that case, heat your hot end to the temperature you usually print at and push some filament through by hand (but not too fast). You want the filament to extrude about as fast as you’re pushing it. If you observe the filament not melting quickly enough, raise your nozzle temperature.
- Level your bed: If you have an auto-bed leveling probe (e.g. BLTouch), use that. If not, use a piece of paper to make sure your nozzle is the same height above the bed at all places.
- Clean your hot end: Use a wipe or small cloth to ensure that your hot end is clean and doesn’t have any residue on it. Check that it doesn’t have any other issues that could cause a jam.
Following these solutions and looking at the causes can significantly improve your chances of fixing and preventing this issue. Other factors can contribute, too, so make sure you watch out for unique or rare problems.