Design For Blow Molding
Designing a great product requires understanding every step of the development process. We have that understanding.
Years of practical molding experience using every blow moldable material allows us to recommend compounds to meet special demands. We can provide plastic testing and laboratory-analysis services when your products require special materials-analysis data. We offer a variety of recycled material options.
We pioneered systems that label, weld, insert, punch, slice and finish parts in-mold and we developed advanced heat extraction methods for faster production cycles. We apply this knowledge to every project.
Predictive modeling helps us assure your products meet all specifications and regulations. When there is a need, we offer a variety of prototype options.
To finish your product, you can choose from a complete range of services, blow molding design, secondary operations, decorating techniques, assembly, pack-out, storage and shipping options.
Our design team will provide you with a complete package at a value that can’t be beat. Please contact us today!
Blow Mold Process
Injection blow molding
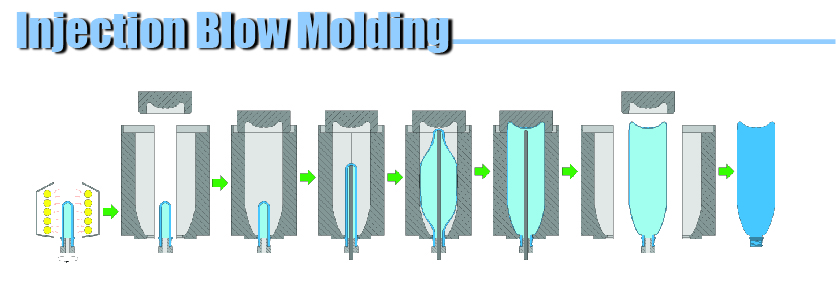
Injection blow molding is normally used to make bottles in large quantities. The method is actually two processes combined. The first step is to injection mold a plastic pre-form. The pre-form typically looks like a test tube, with the thread detail that will be used on the finished bottle neck molded into the open end of the tube.
The injection molded pre-forms are moved (sometimes over long distances) to the blow molding machine where they are reheated, placed into the blow molds, and blown into the finished shape of the bottle. The largest market currently uses the material polyethylene terephthalate (PET).
This method has both advantages and drawbacks. On the plus side, it’s ideal for making very precise bottlenecks, thanks to the core rod used in the injection portion of the process.
However, you can’t use injection blow molding to make more complicated items, such as complex bottle shapes with handles, most consumer goods, or industrial parts.
Stretch blow molding
Stretch blow molding is a variation of injection blow molding, which is also primarily used to make clear PET bottles. Two-liter soda bottles are one of the most common stretch blow molded products.
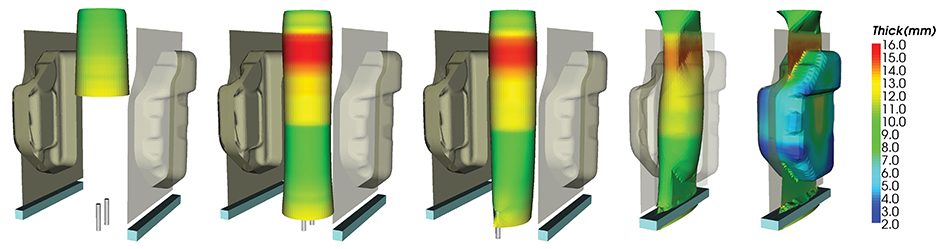
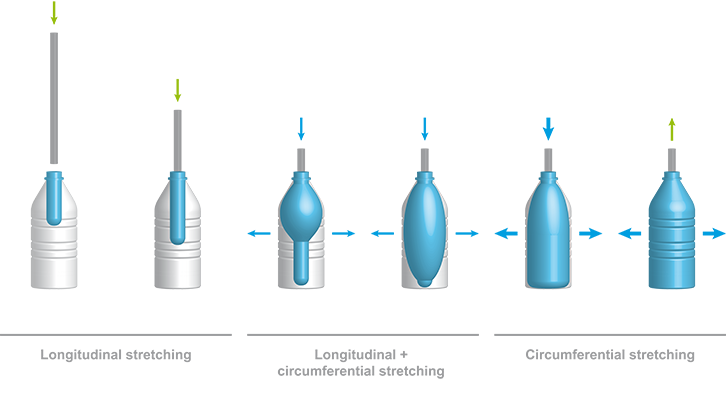
In the stretch blow molding variation of injection blow molding, the pre-form is both blown and stretched. The core rod increases the length of the pre-form as air is forced into it so that the product lengthens and widens at the same time to fill the mold cavity. The core rod stops lengthening near the opposite wall of the mold.
Stretch blow molding allows you to make the same bottle using less material than in regular injection blow molding. Though this provides an economic advantage, it is counterbalanced by the fact that stretch blow molding machinery is relatively expensive.
Extrusion blow molding
Extrusion blow molding allows the molder to make the most complex product shapes. The two most popular forms of extrusion blow molding are continuous extrusion blow molding and intermittent extrusion blow molding. Here’s a breakdown of the types of products that can be created with each. Both types of extrusion blow molding accommodate a wide variety of resin types. Polyethylene (PE) and polypropylene (PP) are the most commonly used.
| Continuous Extrusion Blow Molding | Intermittent Extrusion Blow Molding | |
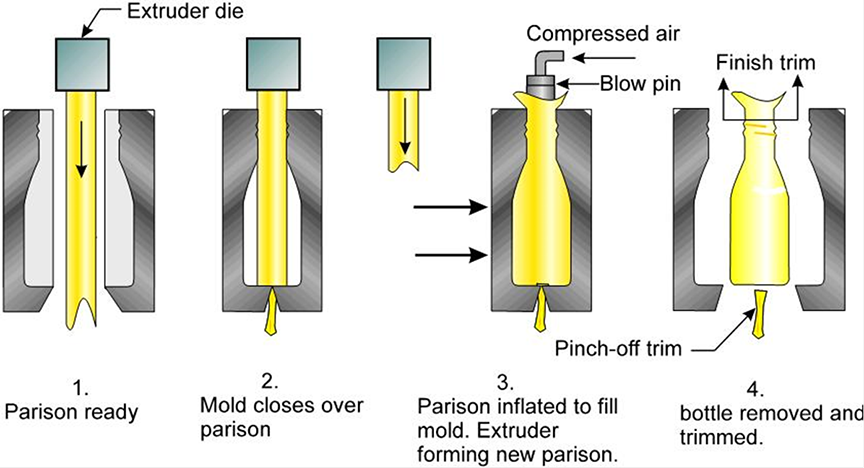
| 1. The extruder is similar to an auger that continuously mixes, melts, and feeds the resin under pressure. Extrusion dies create tube shapes of molten plastic. This process forms a continuous tube called a parison.2. The parison is then placed inside the product blow mold. The mold is usually halved and mounted on platens, which are opened and closed by clamp systems.
3. Pressurized air is blown into the inside of the parison until it expands to fill the cavity of the mold, forming the desired product shape. 4. The hot plastic product cools and hardens against the mold. Then, the mold opens, releasing the part. 5. Finally, the extra plastic on the ends, called the flash, is removed for recycling. |
1. The viscous resin from the extruder is pushed into an accumulator head, which is comprised of a chamber that collects a set amount of molten plastic resin and a pair of cylinders that expel the resin in a shot. The cylinders also control the shape of the plastic as it leaves the accumulator.2. When the volume of resin pushed into the accumulator reaches the capacity needed for the part, the molten plastic is forced through an extrusion die around a core, called a mandrel or pin. This creates a tube that determines the inner diameter inside of a perimeter ring, which creates the outer diameter.
3. The dies are moveable so the wall thickness in the tubular parison can be changed as it is formed or shot from the accumulator head, allowing the maximum control of finished product detail. |
You can see the intricate ways that your product specifications will determine what process will be best for you. There are also specialized derivations of extrusion blow molding, such as reciprocating screw blow molding, muiti-layer blow molding, 3D blow molding, and suction blow molding that provide additional capability for specific end markets.
Add a Comment
You must be logged in to post a comment