
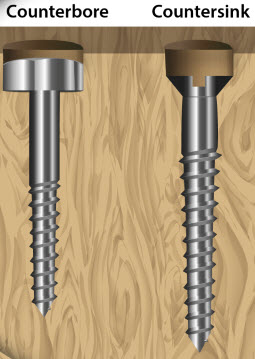
Countersinking is done to ensure that flat head screws sit flush to the workpiece. A countersink produces a conical hole matching the angle of the screw so that when the screw is fully engaged the head will sit flush or slightly below the surface.
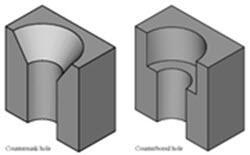
A counterbore is used to enlarge the opening of a hole producing a flat bottom so a socket-head screw will fit flush with the surface of the part. Lock washers may be used to ensure a secure assembly. Typically counterbores are used for a single purpose.
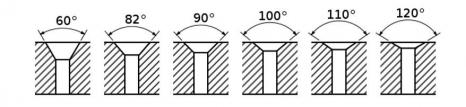
Countersinks have a greater range of applications and angles. Standard sizes include 60°, 82°, 90° as well as less popular 100°,110⁰ and 120° included angles. Because of the angle on this shank driven rotary tool they can be used to remove burrs or chamfer the corner of a part.
Many styles of countersink are popular and each has distinct advantages. Fluteless countersinks are cone shape in the desired included angle with a hole drilled through the side of the cone, clearance exists to ensure free cutting. The most practical use is deburring.
Single and multiple flute countersinks are used to chamfer threaded holes or provide a good seat for countersunk fasteners. There are also tools designed to chamfer or face the backside of a drilled or tapped hole. The shank of the tool is inserted through the drilled or tapped hole and a cutter is assembled on the backside. The tool is then rotated and performs the chamfering or face operation.
Additionally, there is another similar tool called a combination drill and countersink. These doubled ended tools are used to produce a center in the end of a round product so that the part can be held between centers on a lathe or CNC machine.