Zirconia ceramic is one of the most capable materials in the advanced ceramics family. It is strong, wear-resistant, chemically stable, thermally robust, and tougher than many other ceramic materials. That is why zirconia is widely used in demanding applications such as dental restorations, biomedical components, precision sensor housings, insulating parts, wear-resistant mechanical components, and high-performance engineering prototypes.
With DLP ceramic 3D printing, zirconia becomes even more flexible.
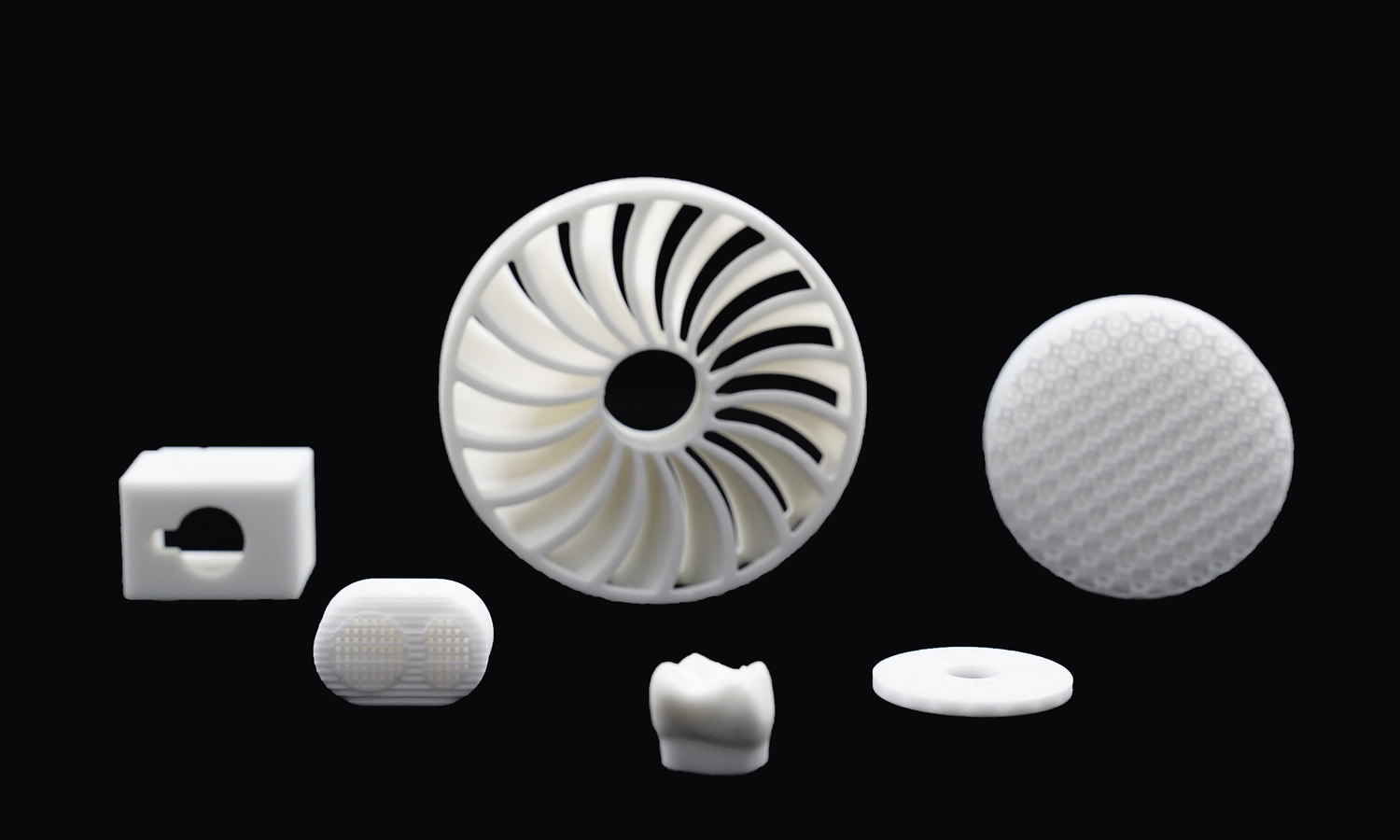
Instead of machining every feature from a ceramic blank, DLP 3D printing builds the part layer by layer from a zirconia-loaded photosensitive slurry. This makes it possible to produce complex geometries, customized shapes, fine details, internal features, and small-batch ceramic parts that may be difficult, wasteful, or impractical to manufacture with traditional methods.
However, 3D printed zirconia is not simply “printed and done.” It is a complete ceramic manufacturing workflow involving slurry preparation, light curing, green-body handling, debinding, sintering, shrinkage compensation, and post-processing. The final quality depends on how well all of these steps are controlled.
That is exactly what makes zirconia ceramic 3D printing so powerful, and also why professional manufacturing experience matters.
Why Zirconia Ceramic?
Zirconia, or zirconium dioxide, is valued for its combination of mechanical strength, fracture toughness, hardness, wear resistance, corrosion resistance, and thermal stability. Compared with many traditional ceramics, stabilized zirconia can better resist crack propagation, making it suitable for parts that need to withstand functional stress, repeated contact, friction, or long-term service.
Different zirconia materials can be selected depending on the application. For example, 3Y-TZP zirconia is often chosen when strength and toughness are key priorities. Higher-yttria zirconia materials, such as 4Y or 5Y zirconia, are commonly used when improved translucency or aesthetic performance is important, especially in dental applications. Other zirconia-based systems may be used for thermal, electrical, or biomedical requirements.
This material flexibility makes zirconia attractive across multiple fields. But the material alone is only part of the story. In 3D printing, the process route has a major influence on the final density, accuracy, surface finish, and reliability of the ceramic part.

How DLP Zirconia Printing Works
DLP, or Digital Light Processing, is one of the most widely used methods for high-resolution ceramic 3D printing. For zirconia, the process begins with a ceramic slurry rather than a standard plastic resin.
The slurry contains fine zirconia powder dispersed in a photosensitive resin system. It may also include dispersants, binders, photoinitiators, and other additives that help control viscosity, stability, curing behavior, and printability. A high ceramic solid loading — typically in the range of 50 to 60 vol% for printable zirconia slurries — is important because it helps achieve better density after sintering and reduces excessive shrinkage. At the same time, too much powder can make the slurry too viscous to spread, level, or cure properly.
During printing, the DLP system projects light onto the slurry, curing one thin layer at a time. Layer thickness typically ranges from 25 to 50 μm, which is one of the reasons DLP can capture fine details and smooth surfaces in ceramic parts.
The green body has the geometry of the final part, but it is not yet a functional ceramic. It still contains a large amount of organic material from the resin and binder system. At this stage, the part is usually fragile and must be cleaned carefully to remove uncured slurry from surfaces, holes, channels, and fine details.
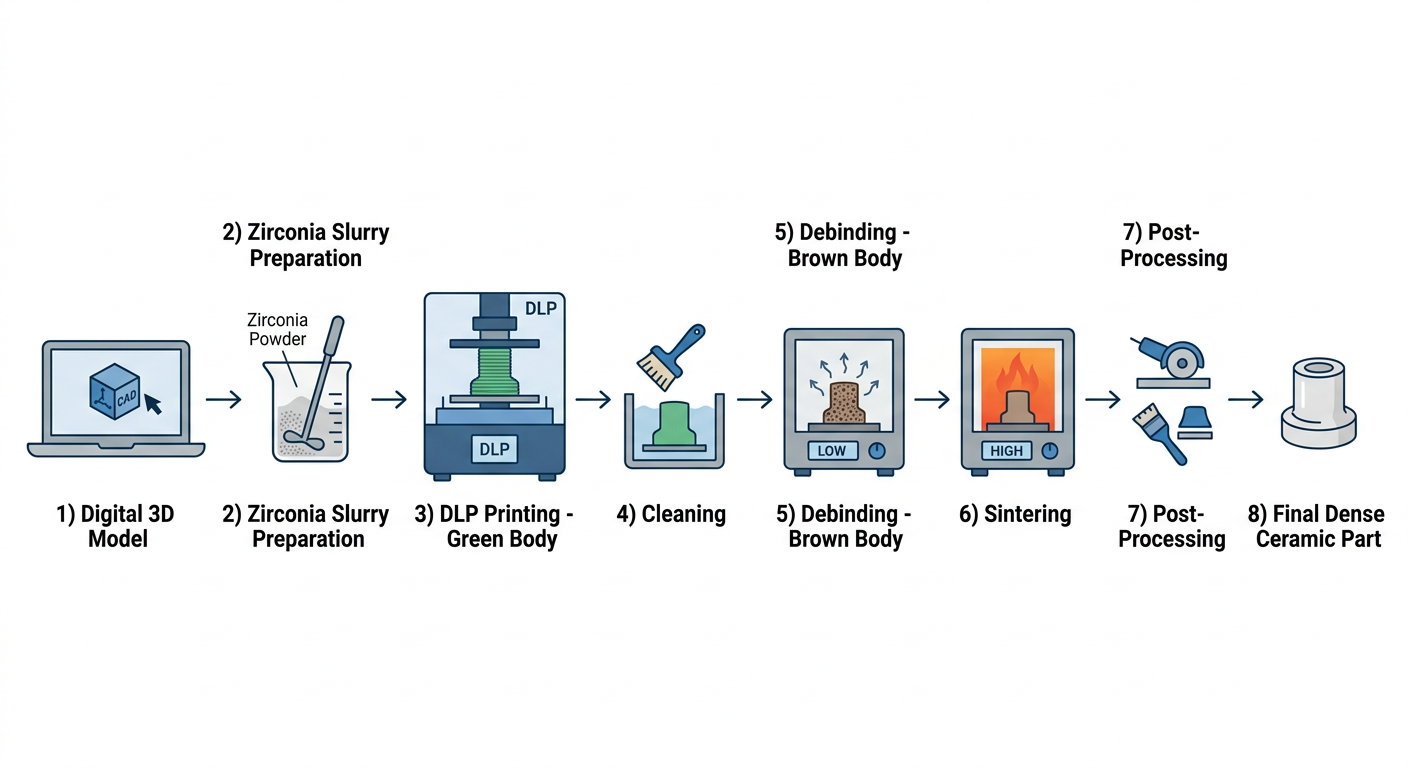
After cleaning, the part enters debinding. During debinding, the organic components are slowly removed through controlled thermal treatment. As the binders burn out or decompose, gases must escape from the part without creating cracks, blisters, swelling, or delamination. After successful debinding, the remaining porous ceramic structure is often called a brown body — a rigid but still porous skeleton of zirconia particles held together without the original organic binder.
The brown body is then sintered at high temperature. During sintering, the zirconia particles densify and bond together, transforming the porous brown body into a dense ceramic component. This stage gives the part its final strength, hardness, wear resistance, and thermal stability.
Sintering also causes significant shrinkage. For zirconia, linear shrinkage typically falls in the range of 20 to 25%, depending on the material system, solid loading, and sintering temperature — which for zirconia generally ranges from 1400 to 1600°C. This shrinkage must be predicted and compensated for during digital design, slicing, and process planning. In well-controlled production, the printed geometry is intentionally scaled so that the final sintered part reaches the target dimensions.
Key Process Challenges
The first major challenge is slurry formulation and solid loading. A zirconia slurry needs enough ceramic powder — typically 50 to 60 vol% solids — to produce a dense, strong part after sintering. But high powder loading increases viscosity and can make the material harder to spread into thin, uniform layers. Poor dispersion can also cause particle agglomeration, sedimentation, uneven curing, weak areas, or surface defects. A printable slurry is not just “powder mixed with resin”; it is a carefully engineered material system.
The second challenge is light scattering and curing control. Ceramic particles scatter and absorb light differently from transparent resin. In DLP printing, this affects curing depth, edge definition, layer bonding, and fine-feature accuracy. If exposure is too low, layers may be weak or incomplete. If exposure is too high, features may overcure, small holes may close, and dimensional accuracy may suffer. Zirconia printing requires careful tuning of exposure energy, layer thickness, build orientation, and slurry behavior.
The third challenge is debinding. This is often one of the highest-risk steps in the entire workflow. The organic binder system must leave the part gradually. If gases are generated faster than they can escape, the part may crack, blister, split between layers, or develop internal voids. Thick sections, closed cavities, blind holes, and sudden wall-thickness changes can make debinding more difficult. A successful debinding profile depends on the material, part geometry, wall thickness, furnace conditions, and heating rate.
The fourth challenge is sintering shrinkage and directional deformation. Zirconia parts shrink substantially during sintering, and the shrinkage may not be perfectly identical in all directions. Build orientation, layer structure, part geometry, support strategy, furnace placement, and gravity can all affect final dimensional accuracy. Long, thin, bridge-like, or unevenly supported features may warp during sintering if the process is not planned correctly.
The fifth challenge is quality verification. A part may look acceptable on the outside but still contain internal defects, residual porosity, microcracks, or deformation that affects performance. For functional zirconia components, inspection may include dimensional measurement, density evaluation, surface inspection, microscopy, fit testing, or mechanical validation depending on the application.
Design Considerations for 3D Printed Zirconia
Good zirconia printing starts with good design for manufacturing. A geometry that works well in plastic printing may not work well in ceramic printing, because the part must survive cleaning, debinding, shrinkage, and high-temperature sintering.
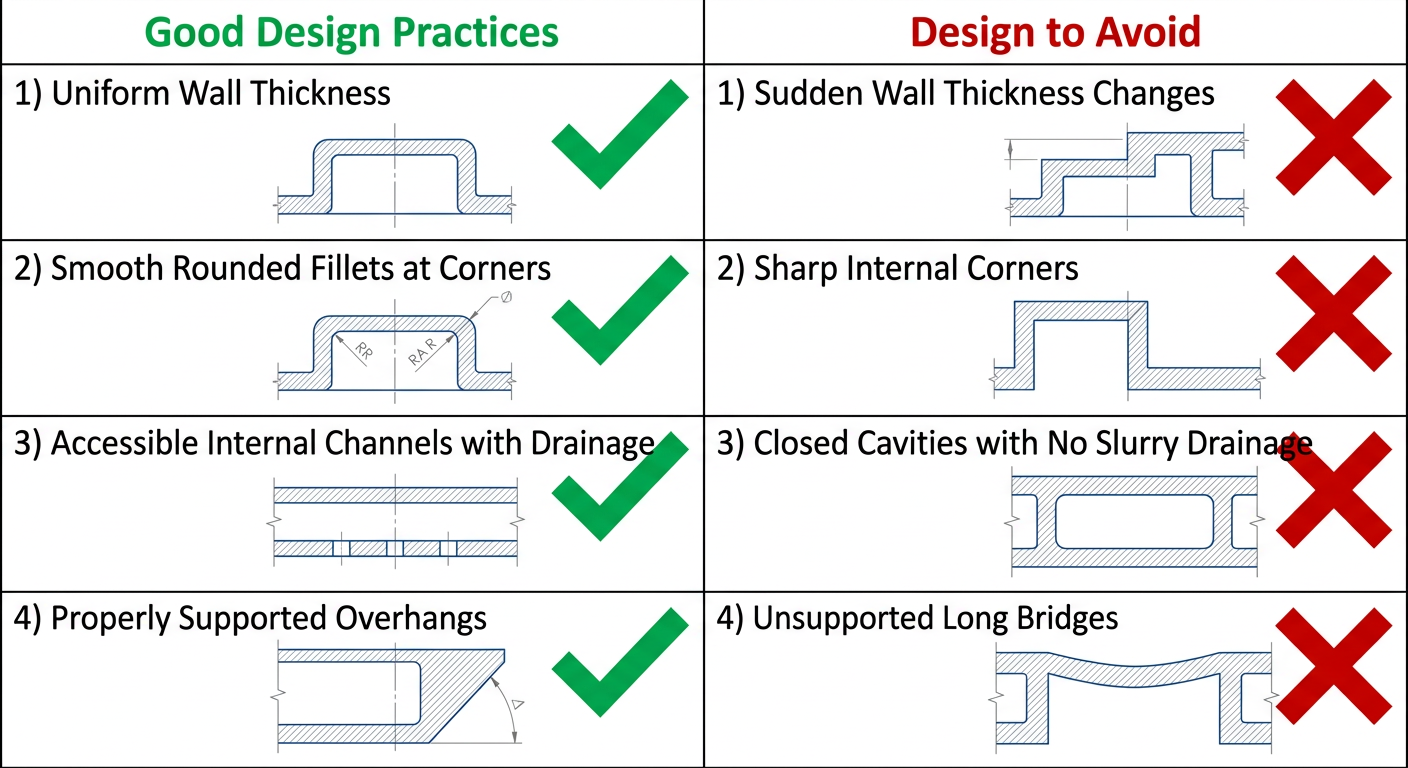
Wall thickness should be planned carefully. Extremely thin unsupported walls may be fragile in the green state and may deform during sintering. Very thick sections can create debinding problems because gases need more time and pathways to escape. Uniform wall thickness is usually easier to process than sudden changes between thick and thin regions.
Sharp internal corners should be avoided where possible. Fillets and smooth transitions help reduce stress concentration during handling, debinding, sintering, and final use. This is especially important for load-bearing parts, precision housings, dental components, and parts exposed to thermal or mechanical cycling.
Support strategy is also important. Supports are not only used for printing. In ceramic manufacturing, the part may also need support during sintering to prevent warping, sagging, or distortion. Some geometries require sacrificial supports, setter plates, ceramic beads, or carefully selected placement in the furnace. Support marks and contact areas should be located where they can be removed or finished without affecting critical surfaces.
Internal channels, holes, and cavities require special attention. Uncured slurry must be removable after printing, and gases must be able to escape during debinding. Small channels may become partially blocked by overcuring, residual slurry, or sintering shrinkage. Drainage holes, cleaning access, and realistic minimum feature sizes should be considered early in the design stage.
Dimensional compensation is another key factor. Since zirconia shrinks during sintering, the digital model needs to be scaled according to the material and process. In many cases, compensation is not simply one universal number. Different axes, geometries, wall thicknesses, and build orientations may behave differently. For precision parts, test coupons and iterative calibration are often necessary.
Finally, tolerance and surface finish should be planned realistically. DLP zirconia can produce fine details, but high-precision mating surfaces, sealing areas, bearing surfaces, or dental contact surfaces may still require post-processing such as grinding, polishing, lapping, or surface finishing after sintering.
Post-Processing Is Part of the Manufacturing Process
For zirconia ceramic 3D printing, post-processing is not optional. It is part of the process that creates the final material properties.
After printing, the part must be cleaned thoroughly. Any residual slurry left in holes, channels, undercuts, or fine features can cause defects later. Cleaning must be effective but gentle enough to avoid damaging the green body.
Support removal and green-body finishing may be performed before thermal treatment, depending on the part and material system. This stage can be useful because the green body is easier to modify than fully sintered zirconia. However, it must be handled carefully because green parts are fragile.
Debinding and sintering are the most critical thermal steps. A poorly designed thermal cycle can destroy an otherwise successful print. Heating rates, holding temperatures, furnace atmosphere, part placement, and maximum section thickness all matter. Large or complex parts may require slower schedules than small simple parts.
After sintering, zirconia becomes very hard. Any mechanical finishing should be done with appropriate tools, typically diamond grinding or polishing tools, and often with cooling to reduce heat and surface damage. Aggressive grinding can introduce microcracks or residual stress, so process control is important. For functional components, surface quality is not only cosmetic; it can influence wear, fatigue behavior, fit, sealing, and long-term reliability.
Depending on the application, additional post-processing may include polishing, sandblasting, glazing, staining, coating, cleaning, sterilization, or final inspection. The correct finishing route depends on whether the part is used as a dental restoration, a biomedical prototype, a sensor housing, a wear component, or a precision engineering part.

Risks and Limitations
DLP 3D printed zirconia offers impressive design freedom, but it is not a universal replacement for all ceramic manufacturing methods.
Simple geometries in high volumes may still be more economical with conventional forming, pressing, injection molding, or machining. Extremely large parts, very thick parts, fully sealed cavities, very tight as-sintered tolerances, and geometries with poor cleaning access may be challenging or unsuitable without redesign.
It is also important to remember that zirconia remains a ceramic material. It is strong and tough for a ceramic, but it is not a metal. Sharp notches, impact loading, poor surface finishing, hidden pores, or microcracks can still reduce performance. For critical applications, the design should be reviewed based on real loading conditions, assembly requirements, and inspection standards.
This is why process experience matters. Many zirconia printing failures do not happen at the printing stage alone. They happen during cleaning, debinding, sintering, support removal, polishing, or dimensional correction. A professional manufacturer can identify these risks before production and adjust the design and process accordingly.
When DLP Zirconia Printing Makes Sense
DLP zirconia printing is especially valuable when the part requires a combination of advanced ceramic performance and geometric complexity. It is a strong option for customized parts, small-batch production, complex housings, dental components, biomedical prototypes, insulating parts, precision ceramic features, and engineering components where traditional machining would be difficult or wasteful.
It is also useful in product development. Teams can test ceramic concepts earlier, explore complex geometries without tooling, and iterate designs more quickly. Once the design is validated, the same workflow can often support bridge production or small-batch manufacturing.
The best projects are usually those where zirconia’s material properties are genuinely needed and where 3D printing adds clear value through customization, complexity, miniaturization, internal features, or reduced tooling effort.

Work With FacFox for Professional Zirconia Ceramic 3D Printing
Zirconia ceramic 3D printing is a powerful manufacturing method, but the final result depends on much more than printing resolution. Material selection, slurry behavior, DLP exposure control, green-body handling, cleaning access, debinding strategy, sintering shrinkage compensation, support planning, surface finishing, and quality inspection all affect the finished ceramic part.
FacFox provides professional ceramic 3D printing services for teams that need more than a printed shape. We support material selection, design-for-additive-manufacturing review, DLP zirconia printing, cleaning, debinding, sintering, shrinkage compensation, post-processing, and small-batch production planning.
Whether you are developing a functional ceramic prototype, a precision zirconia component, a dental application, or a high-performance part with challenging geometry, FacFox can help turn your design into a reliable ceramic part.
Explore zirconia ceramic 3D printing with FacFox, and bring your advanced ceramic ideas closer to real-world production.