A necessary evil of 3D prints is overhangs. Learn all of our tips and tricks for mastering extreme 3D printing overhangs!
What Is It?
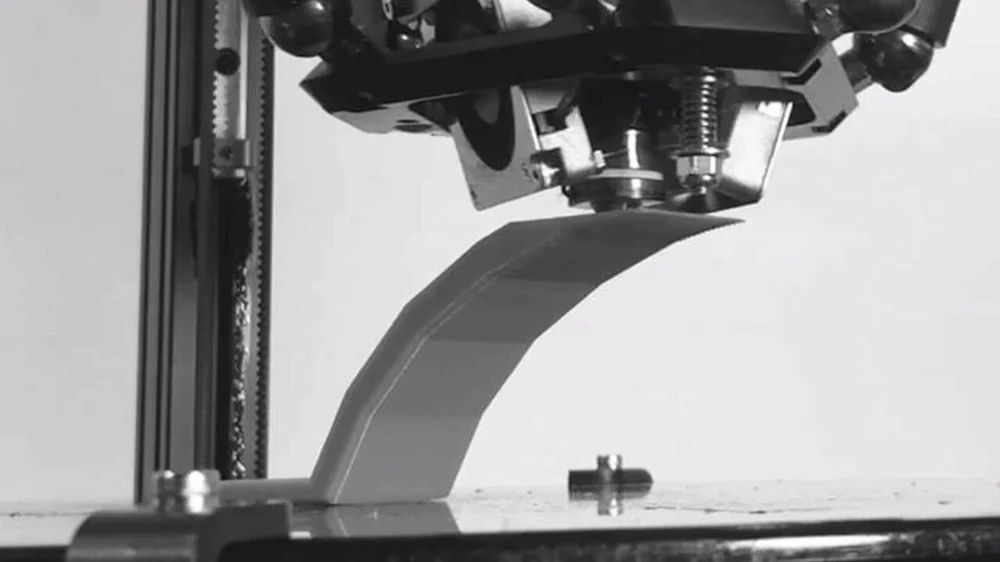
We’ve all been there – scratching our heads at a print with an ugly, drooping overhang. It’s the bane of all designers who work in FDM 3D printing: the underside of a slope, printed in midair without any direct support.
Overhangs arise from the common layer-by-layer approach in 3D printing. When you get to the underside of a slope, like the one pictured above, each subsequent layer must protrude slightly beyond the layer before it. This is where things can get messy: Some of the plastic extends into thin air, and gravity will start to pull it down. Depending on the angle of the slope being printed, we can characterize the overhang as being printable or extreme.
The 45° rule is a handy way of understanding overhangs. This rule states that slopes less than or equal to 45 degrees can be printed cleanly; anything steeper may require supports. Supports aren’t ideal, as they can mar prints, increase hassle, print times, and material consumption, as well as even limit printable geometries (e.g. internal cavities).

Of course, the 45-degree rule is more of a guideline. For most modern printers, it can even lean on the conservative side. As cooling solutions and slicing software have improved, so have our abilities to accurately and cleanly produce steep overhangs.
What happens when you print an overhang that is too steep? The result is typically one of two problems:
- Drooping: This is where the plastic gets pulled down by gravity before it solidifies. You’ll end up with sagging, drooping strands of plastic that hang below where they’re supposed to be.
- Curling: This is where the plastic is cooled insufficiently and starts to bend upwards. As the model is printing, you’ll notice that some areas of the print have curled above the height of the nozzle. After the print is finished, you’ll have a rough, uneven surface that may look similar to mild drooping.
Here, we’ll take a look at how you can avoid these issues while printing your overhangs. As an added bonus, we’ll show you ways to bypass overhangs, if necessary. By the end, you’ll be well equipped to tackle extreme slopes with confidence.
Let’s get started!
Preparatory Step: Dial in Your Machine
Before optimizing your overhang settings, you’ll first have to optimize your printer’s operation and print settings. This will give you a reliable foundation from which to get your overhangs right.
For starters, make sure your 3D printer is properly calibrated. You can refer to our dedicated guides on extruder calibration and complete printer calibration.
In the printer calibration guide, you’ll also find steps to adjust basic material settings. We’ll be tweaking these settings to improve your overhangs, so make sure that they’re in the right ballpark to start with; you should be able to get consistent prints with your current settings, even if they’re not perfect.
Once your printer and basic settings are set, we can go ahead and get started!
Tip #1: Dry Your Filament
Wet filament is a notorious cause of many printing imperfections. That’s because most FDM filaments are hygroscopic, so the materials like to absorb moisture, wreaking havoc on filaments. As plastic polymers, filaments are made of chains of molecules strung together. Moisture introduces water molecules that break up these chains, ruining the plastic and causing a whole slew of problems while printing. For overhangs, in particular, this loss of integrity can exacerbate drooping and surface roughness.
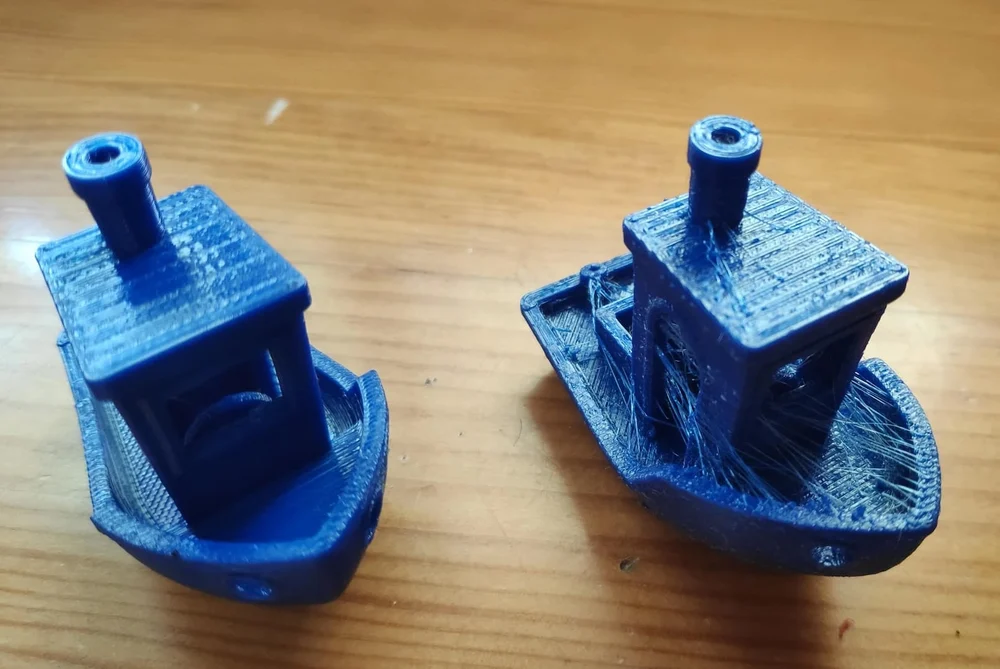
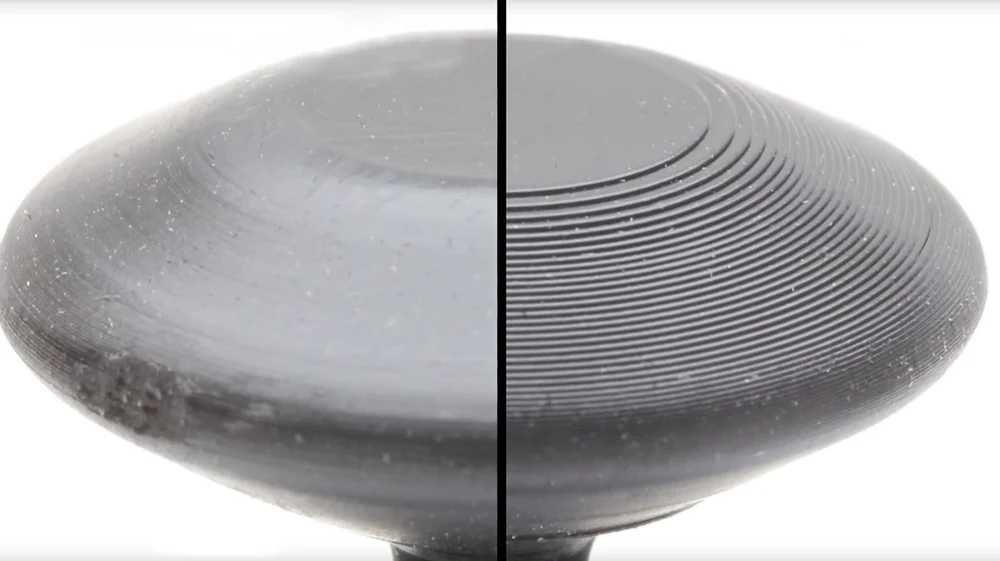
Thankfully, identifying and drying wet filament is a relatively painless process. You can follow our dedicated filament drying guide, which takes you through common symptoms like “fuzzy” surfaces (shown above) and simple ways to get rid of moisture.
Tip #2: Lower the Nozzle Temperature
Both drooping and curling (warping) are caused by insufficient cooling. To help your printer out, you can try lowering your nozzle temperature.
By lowering the temperature, your printer has to do less work cooling the filament. As such, the plastic will solidify more quickly, resulting in less drooping and curling.
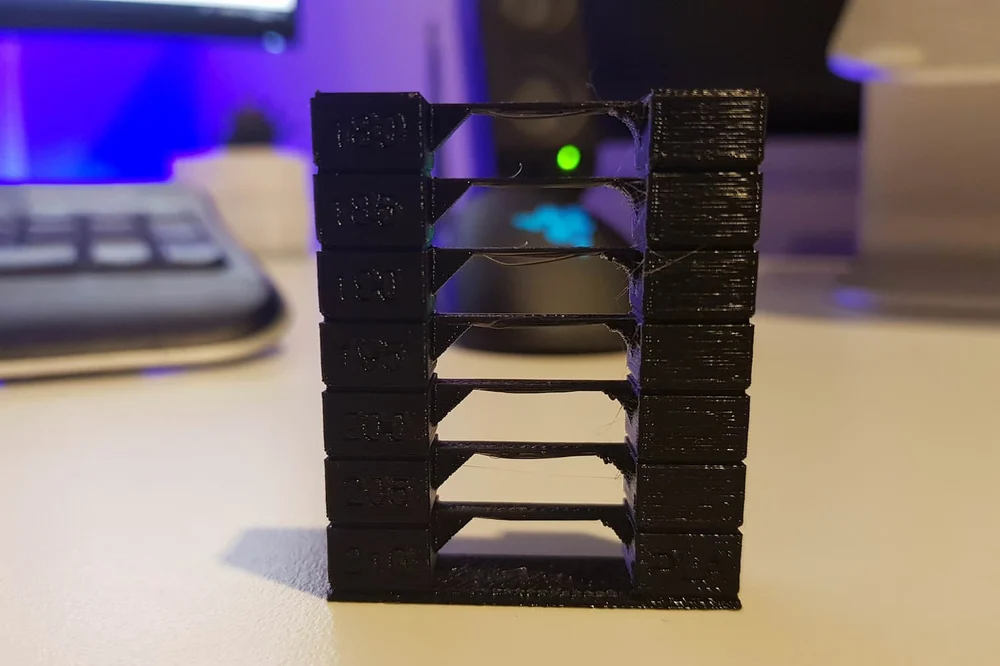
To find the optimum temperature for your material, we recommend printing a temperature tower, such as the one listed in our PLA print settings article. Keep the temperature as low as you can while ensuring sufficient strength, as this will give you the cleanest results. You’ll likely see a dramatic improvement in overhang quality.
Tip #3: Decrease the Print Speed

Much like lowering the nozzle temperature, decreasing the print speed provides more time to cool the plastic. Meanwhile, the slower flow rate takes some strain off of your extruder, allowing you to lower the nozzle temperature even further.
If only small overhangs are suffering, consider bumping up the minimum layer time (just slows down smaller layers). If that doesn’t work, try printing multiple models at once to give each layer more time to cool.
Generally, slower print speeds result in improved print quality. That being said, you have to be careful not to overdo it; printing too slowly, especially on small layers, can cause the hot nozzle to linger for too long, exacerbating overheating artifacts. Play around with your settings to find a happy medium.
Pro Tip: In certain cases, increasing print speed is the way to go. This causes the material to get stretched, adding tension that helps a print maintain its shape (much like while bridging). This is especially true if you already have a robust cooling solution (discussed in the next section).
Tip #4: Boost Cooling

For so much talk about cooling, we haven’t looked at your fan speed yet! Here, higher is better for overhangs. Still, you’ll want to find a middle ground before layers start to delaminate. For PLA, there’s almost no such thing as “too much cooling”, while for high-temperature materials like ABS or PC, you’ll have to be more careful.
If even a 100% fan speed doesn’t help, you can consider swapping out your fans and fan ducts. Either go for higher-power fans that pump more air or upgrade to radial fans. These provide improved pressure output, which goes well with better fan ducts for more focused cooling. Many user-designed ducts are available online.
Pro Tip: If your fans can provide powerful cooling across a wide area, consider increasing your print speed. This helps avoid overheating by moving the hot end away, leaving the fans to take care of cooling the plastic.
Tip #5: Adjust the Layer Height
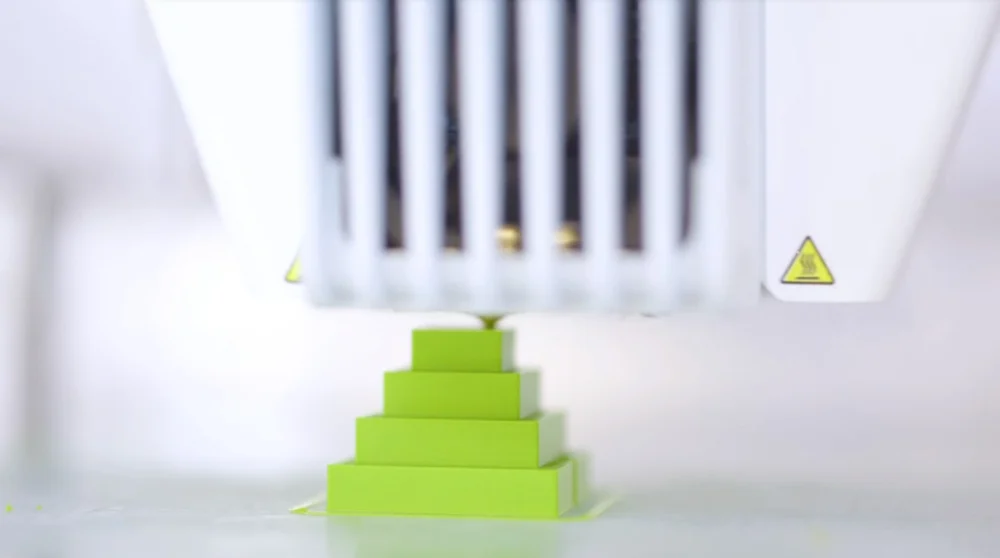
Overhangs are challenging due to how they suspend paths in the air. You can decrease this effect by lowering your layer height.
When you print slopes, you’re really printing stair-stepped layers (pictured above). At finer layer heights, you can fit in more steps to cover the same distance, which means that each layer has to protrude less from the one below it. The result is less suspension per layer, correlating to less drooping.
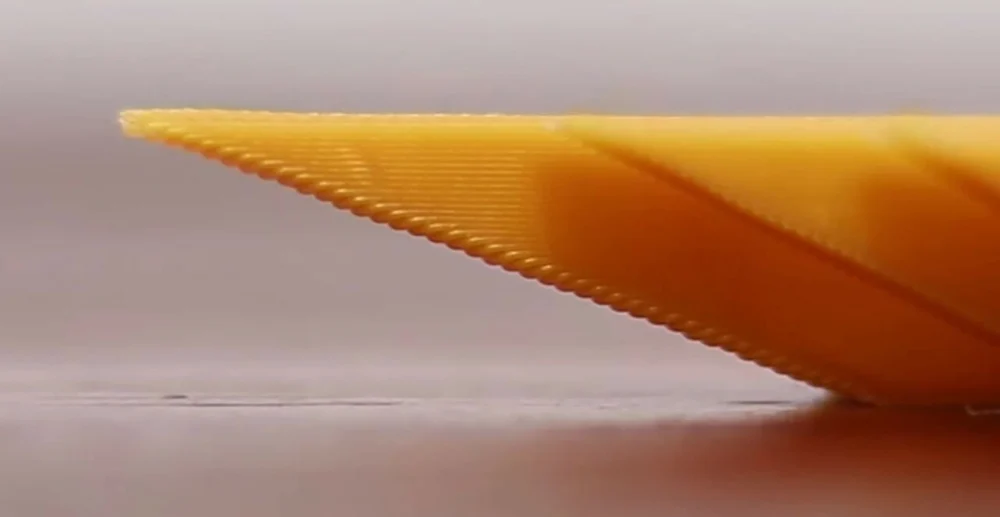
On the flip side, thicker layers are more rigid. Imagine a thin sheet of paper compared to thick card stock. In 3D printing, it means that thicker layers better resist drooping, even if they protrude more from the layer below. The effect is a consistent slope, even if each layer droops a bit. You can see this in the image above: The shape of the overhang is correct, but every layer has drooped slightly.
The other benefit of thicker layers is that they can sometimes combat curling. While they do increase the amount of cooling required, thicker layers can help press down on the print to keep it from lifting up.
Ultimately, we recommend adjusting your layer height to fit what works best for you depending on the overhang symptoms as well as what your ultimate goals are.
Tip #6: Tune the Shell Settings
The “shell” refers to the walls that surround the infill of your print. To dial in your overhangs, there are a few tweaks you can make:
- Adjust extrusion width: A thicker extrusion width is harder to cool, but it increases overlap with the layer below. Adjust this setting to find a good middle ground.
- Optimize wall printing order: Most slicers will allow you to specify how your shell is printed. Ideally, you want to print inside walls before outside ones, so that you aren’t starting layers in midair. This will help the overhanging paths “hold” onto the inside paths.
- Increase the shell paths: By increasing the number of paths in your shell, you increase the overlap between each layer. Outer paths will also have more inside paths to “hold” onto.
Bonus: Avoid Overhangs
If none of the above options are appealing, remember that you can always avoid overhangs altogether! This can be done in a number of ways:
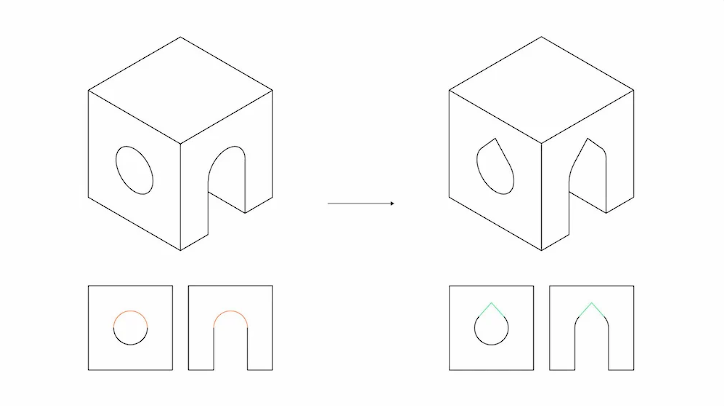
- Design with overhangs in mind: If you’re designing your own model, think about how your part will be oriented to avoid overhangs as much as possible. Consider replacing fillets with chamfers or place structures beneath overhangs to support them. For horizontal holes, try using a teardrop shape to avoid drooping at the top (pictured above). When you encounter harsh overhangs, you can make them into straight bridges, as bridges are much easier to print.
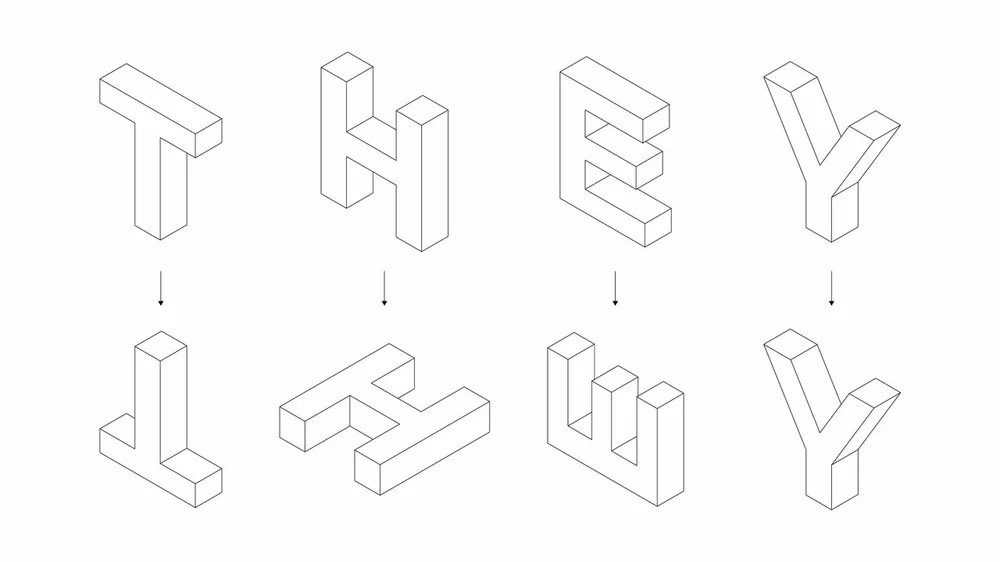
- Switch up the orientation: Not all print orientations are created equal. Depending on your model, certain setups will result in dramatically reduced overhangs. The above picture illustrates this well: The letters ‘T’ and ‘E’, which require supports in their original orientation, can be reoriented to eliminate overhangs outright.
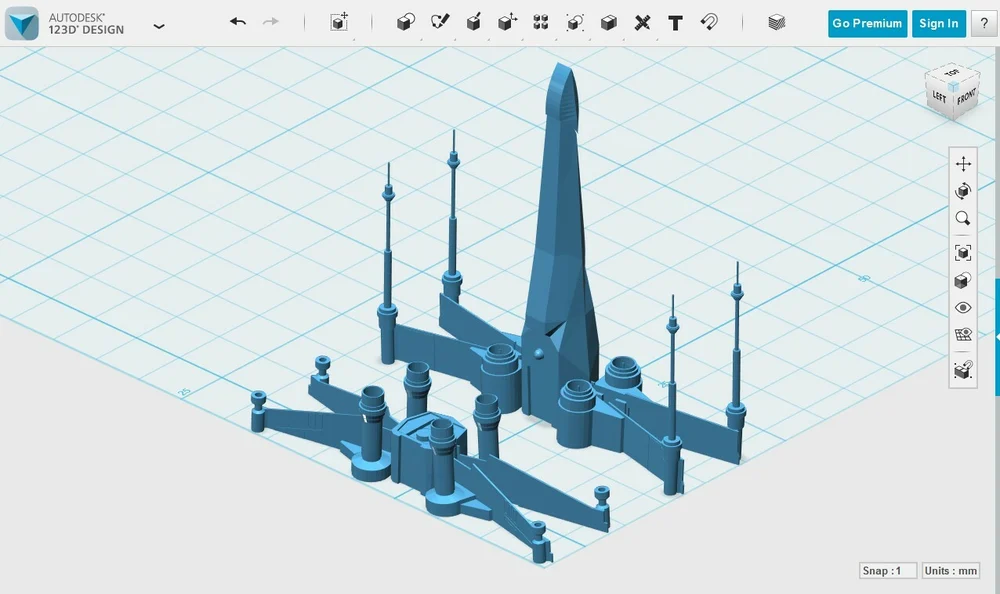
- Split up the model: Sometimes, overhangs are inevitable on a complex model. That’s when you can consider splitting it into multiple files. As shown above, this can make previously challenging prints a piece of cake. Once printed, simply glue the pieces back together!
- Use supports: If you really need it, don’t shy away from using supports! In particular, you can consider using dissolvable supports for more complex structures that can be washed away, leaving cleaner bottom surfaces.
There you have it! Now you know how to conquer extreme overhangs, along with some ideas if you want to avoid them instead. For more like this, don’t forget to check out our comprehensive troubleshooting guide!
Happy printing!
Source: https://all3dp.com/2/3d-printing-overhang-how-to-master-overhangs-exceeding-45/